Sign up for the QMED & MD+DI Daily newsletter.
Optimizing Package Design for EtO Sterilization
An ethylene oxide (EtO) sterilized medical device must be sealed in a carefully designed gas-permeable package that enables the EtO gas to enter. This package must meet a variety of engineering, regulatory, and marketing requirements. In use, a sterile package is opened, the sterile device is dispensed, and the opened package is then disposed into the hospital’s waste stream. Sterile packaging is a cost driver at every step in a product’s life cycle.
Denise Dacey
December 22, 2010
7 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Optimizing Package Design for EtO Sterilization")
Smaller is better when it comes to sterile device package design. The EtO package design is generally either a Tyvek lidded thermoform tray, a Tyvek-poly film pouch, or, for moisture- and oxygen-sensitive products, a barrier pouch with an added Tyvek header patch that ultimately gets sealed and trimmed off. The challenge for designers is to determine optimal package dimensions for Tyvek header pouches. As with most engineering tasks, designing a sterile package is a balance of many factors. Often the only way to absolutely determine whether a package design is capable of being sterilized is through reiterative sterilization testing. Sterilization testing techniques, such as reduced cycle testing, determine whether a package design can be sterilized. However, reduced cycle testing does not provide enough feedback to optimize iterations of a design.
To add some clarity to EtO-specific package design requirements, the package design group at Ethicon Inc. has developed an algorithmic method to determine the likelihood that a particular package design will pass EtO sterilization testing. This methodology enables the Ethicon team to design packages more efficiently, minimizing the use of packaging materials along with the associated costs and environmental burden.
The Gas Flow Exchange Factor
The gas flow exchange factor (GFEF) is a relative number based on an estimate of the number of times the gas volume within a device package can be exchanged during each step of the sterilization process. The GFEF method relies on the combined gas law that describes the behavior of gases and uses a formula involving the pressure, temperature, and volume of a system. The equation is represented as follows:
(P1V1)/T1= (P2V2)/T2
where P = pressure, V = volume, and T = temperature.
The combined gas law can be used to calculate a specific device package’s GFEF related to a specific EtO sterilization cycle. The GFEF methodology takes into account four major variables in an EtO sterilizable package design as follows:
Package volume.
Area of the package’s Tyvek.
Porosity of Tyvek.
Sterilization cycle specifications.
GFEFs can be generated for both existing package designs sterilized in existing processes and new package designs or sterilization processes. For example, the GFEFs calculated for a new design can be compared to a database of GFEFs for existing validated packages. Doing so gives the packaging engineer either some indication about whether the new design can pass sterilization validation, or algorithmic support that the new package can withstand an existing sterilization validation.
The GFEFs can also be applied toward developing sterilization cycle changes by identifying the optimum candidate packages for the validation testing. They can also help the engineer understand whether any proposed cycle changes can significantly influence the current packages being processed, and, if so, which packages would be most impacted.
Determining the GFEF
To calculate the GFEFs, one must calculate the volume of the EtO package at ambient pressure as well as the maximum theoretical package volume. For a Tyvek header pouch package, this is the volume of the pouch if it could be maximally inflated. This can be calculated using a 3-D modeling program such as SolidWorks or in the lab by measuring the maximum containable amount of water the pouch can hold.
|
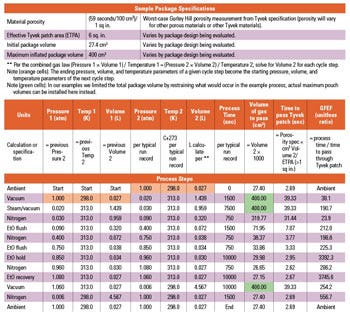
Table I. An example of Tyvek header patch pouch under GFEF calculations. The process pressures, temperatures, and times shown in this table are for purely example purposes and do not represent an actual sterilization specification. |
The engineer must also know both the area and porosity of the Tyvek patch on the prescribed header pouch. The porosity of the Tyvek is defined by its Gurley Hill porosity measurement. Gurley Hill porosity is the time required for a given volume of air (100 cm3) to pass through an area of material (1 sq in.) under a pressure of approximately 4.9 in. of water.1
The porosity of Tyvek intrinsically varies from batch to batch as well as within each batch. Ethicon performed detailed studies of this variation and concluded that the supplier-provided minimum Gurley Hill porosity specification could be relied on when calculating GFEFs.
The pressure and temperature at each step of the target sterilization process must also be known.
Table I illustrates the typical input values. The pressure and temperature in the sterilization chamber at the beginning of each step in the process are entered into the table as P1 and T1 respectively. The end pressure and temperature are entered into the table as P2 and T2. The end pressure and temperature for each step become the initial pressure and temperature for the subsequent step. The temperatures and pressures are eventually used to calculate exchange volumes of sterilizing gas.
The initial volume (V1) of the pouch at the beginning of the sterilization cycle is the volume at ambient pressure. V2 is then calculated for each step using the combined gas law. V2 becomes V1 for subsequent steps.
These calculations provide the theoretical change in volume of the gas within the pouch through each step of the sterilization process. The change in pouch volume affected by pressure changes at each process step is represented by |V2 – V1|, which is the theoretical volume of gas that passes through the Tyvek header during each step of the sterilization cycle.
In Table I, this absolute volume of gas that passes through the Tyvek header patch during each step is then used to calculate the GFEF for each sterilization process step. To complete the GFEF for each sterilization process step, the overall porosity of the Tyvek header is calculated using the supplier-provided minimum Gurley Hill porosity specification adjusted to 1 sq in. expressed in seconds/100cm3 multiplied by the overall size of the header patch (sq in.), not including the sealed or obstructed areas of the Tyvek. This is effective Tyvek header patch area (THPA).
Finally, the theoretical volume of gas passing through the header patch, multiplied by the minimum Gurley Hill porosity supplier-provided specification, divided by the effective Tyvek patch area (ETPA), yields the period of time in seconds required for the gas to move through the pouch header patch during each step in the cycle for the prescribed pouch.
Dividing this product by the individual EtO process step time (in seconds) yields the GFEF factor. The GFEF is a safety factor of the number of times the package volume could be filled, in theoretical terms, understanding that obviously the pouch is filled (or evacuated) only once per each sterilization step. Each EtO process step for each unique package design will have its own unique GFEF.
Using the GFEF
The GFEF can be used in a variety of ways. However, it is a relative number, and it needs to be used in the context of an organization’s existing packaging and sterilization processes.
Therefore, the best way to start using the GFEF is to calculate it for a representative sample of existing validated package designs. Ethicon has found that the GFEF for EtO exposure and recovery steps can generally be in the range of hundreds and thousands.
Once the GFEF has been calculated for a number of existing designs, the packaging engineer can perform an analysis on the data to determine a range of GFEFs with a high confidence of passing a sterilization validation. These data can provide guidance when designing new packaging or when choosing an existing package for a new product. GFEF findings can also be used to set and optimize new and existing packaging designs to potentially define the Tyvek type, Tyvek header area, and overall pouch package volume associated with the package for a defined EtO cycle. Alternatively, package designs on the lower end of the range of GFEFs may be good candidates for validating new sterilization cycles.
Conclusion
Designing packages for EtO sterilization is a challenging process. Further, common methods to ensure sterilizability of thermoform trays, for example, is reiterative and expensive. Using an algorithm to determine how a package will handle sterilization could enable more-efficient package design, that enables smaller packages, thereby reducing materials, associated costs, and environmental burden.
Reference
1. Test Method: TAPPI T460 om-06, Air Resistance of Paper (Gurley Method), September 13, 2006.
Denise Dacey is principal packaging engineer at Ethicon Inc. a Johnson & Johnson company. She is based in Somerville, NJ.
About the Author(s)
You May Also Like

.png?width=300&auto=webp&quality=80&disable=upscale)
