Sign up for the QMED & MD+DI Daily newsletter.
Breathable TPE Films for Medical Applications
Medical Device & Diagnostic Industry MagazineMDDI Article IndexOriginally Published July 2000 By tailoring the hard- and soft-segment chemistry of thermoplastic elastomers, product designers can create films that satisfy the requirements of various protective medical products.Larry Johnson and Dirk Schultze
July 1, 2000
17 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Breathable TPE Films for Medical Applications")
Medical Device & Diagnostic Industry Magazine
MDDI Article Index
Originally Published July 2000
Larry Johnson and Dirk Schultze
Thermoplastic elastomer (TPE) films that are permeable to water vapor, or "breathable," are finding increasing use in the medical industry.1–3 To meet this demand, a range of such films with chemistries based on ether-type soft segments and amide, urethane, or ester hard segments have been developed. They typically demonstrate the characteristic properties of ether-based TPEs—processability, elasticity, permeability, and strength.
 The higher permeability of urethane-film gloves results in increased comfort and handling compared with vinyl or latex.
The higher permeability of urethane-film gloves results in increased comfort and handling compared with vinyl or latex.
TPEs are extruded to form self-supporting films, which can be designed for lamination to textile fabrics. The TPE film serves as a barrier membrane to dust or biohazards such as blood-borne pathogens, while still allowing perspiration to escape—a process referred to as water-vapor transmission (WVT). This article describes the mechanism of this important barrier function and reviews the comparative advantages of various TPE formulations.
BARRIER FILMS
One commercially proven approach to developing materials that are both waterproof and breathable is the use of microporous polymer films, such as those constructed from stretched polytet-rafluoroethylene (PTFE), diverse polyolefins, or precipitation-cast polyurethane. The small size of the pores in these films prevents the penetration of liquid water, but the interconnected pore structure allows for transmission of water vapor.
For clothing laminates, however, continuous or monolithic TPE films are often selected, since they are not susceptible to surface contamination and other related problems observed with some microporous structures (see Table I). These monolithic films are much more resistant to abrasion and other mechanical challenges. In addition, the presence of the membrane is generally not noticeable in the appearance or handling of the fabric, which produces no noise or odor. Films offering these characteristics possess a low modulus, low coefficient of friction, and low permanent set after strain.
Monolithic Membrane | Microporous Membrane |
Windproof | Windproof |
Waterproof and liquidproof | Water- and liquid-resistant |
Surfactant insensitive | Surfactant sensitive |
Selective permeability | Nonselective permeability |
High water-entry pressure | Low water-entry pressure |
Significant swell | Little to no swell |
Good tear strength | Low tear strength |
Excellent odor barrier | Poor odor barrier |
High WVT | High WVT |
Moderate to high cost | Low to high cost |
Table I. Comparison of the characteristics of monolithic and microporous film technologies. |
When a monolithic film is laminated to an open fabric, the permeability of the TPE barrier becomes the rate-determining factor for the dissipation of perspiration. Small molecules such as air constituents—including water vapor—can pass through solid polymers by a complex activated molecular solution/diffusion process (activated refers to the activation energy necessary to create a molecular pathway through the solid polymer).4 "Breathable" polymers are those with a high permeability for water vapor, not those with high permeability for oxygen or carbon dioxide. The greater the potential concentration gradient, the stronger the impetus of the WVT, and the more pronounced the "wicking" action in the material.
The dense, nonporous TPE films transport water molecules by molecular diffusion (according to the sorption-diffusion model) through the polymer matrix, using a difference in partial water-vapor pressure across the film as the driving force (see Figure 1). In this way, the films or membranes serve to control the relative humidity and temperature in the microclimate adjacent to the human skin. To minimize resistance to water-vapor transport, the film should have a high permeability for water and a low thickness. However, the optimum thickness is not necessarily that of the lightest-gauge film, since mechanical toughness is reduced with downgauging and protection could be diminished at lower thicknesses.

Figure 1. Schematic representation for water transport through a hydrophilic monolithic TPU membrane.
MICROCLIMATE DYNAMICS
The important parameters for the microclimate between skin and membrane are temperature and humidity. To maintain a constant core body temperature and a thermodynamic equilibrium between microclimate and environment (as a definition of comfort), the heat generated by human activity should be equal to the heat dissipated to the environment. The main mechanism of heat loss, especially during physical activity, is evaporation of water and the subsequent transport of water to the environment.
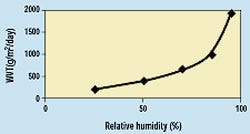 Figure 2. Water vapor transmission vs. relative humidity for a 35-µm PEE film according to the desiccant method at 23°C (ASTM E96 A).
Figure 2. Water vapor transmission vs. relative humidity for a 35-µm PEE film according to the desiccant method at 23°C (ASTM E96 A).
During physical activity, humans evaporate as much as 800 g of water per hour, which corresponds to a heat loss of about 1800 kJ—approximately 80% of the heat generated. Water vapor can be transported to the environment by convection through the regular garment openings and/or by diffusion through stagnant air layers in and between the fabric layers of the clothing assembly as a result of differences in partial water-vapor pressures over the assembly. Figure 2 and Table II show the dependence of WVT on the ambient conditions and the moisture gradient across a membrane film, respectively (data are given for comparison purposes only and are not meant to represent a specification). A more-detailed comparative study of the various WVT test methods commonly used in the medical industry has also been conducted.5 It should be noted that the dish tests—such as those recommended in ASTM E96—typically show a significant variation of test results, which is related to air velocity and other individual test chamber conditions. It is recommended that different films be tested in direct comparison.
Procedure | Related | Units | Temp. (°C) | Rel. | TPU/ | TPU/ | TPU/ |
Shore A |
|
|
| D2244 | 85 | 90 | 82 |
Water |
| wt.-% | 23 | Immersed | 1 | 14 | 48 |
Upright | E96 A | g/m2/day | 23 | 85 | 320 | 800 | 1400 |
Upright | E96 E | g/m2/day | 38 | 90 | 850 | 2300 | 3700 |
Upright | E96 E | g/m2/day | 23 | 50 | 340 | 600 | 1000 |
Upright | E96 B | g/m2/day | 23 | 50 | 200 | 600 | 900 |
Inverted | E96 BW | g/m2/day | 23 | 50 | 1000 | 6000 | 9000 |
1 Walopur 2201 AU; 2 Walotex VPT 2204AC; 3 Walotex VPT 22002C | |||||||
Table II. Typical WVT data for commercial TPU ether films with different soft-segment chemistries, generated according to several common test procedures that are characterized by different water-vapor gradients across the membrane. Data are standardized for 25-µm gauge materials. |
TPE RESIN CHEMISTRY
There are a number of properties that affect the permeability or breathability of a polymer. For example, a material's hydrophilic nature, crystallinity, and filler content can all influence the ability of the polymer to transmit water vapor. TPEs frequently selected for medical use are multiblock copolymers of the AB type, consisting of polyether soft segments and crystallizable hard segments. TPE resins that have amide (PEBA), urethane (TPU), or ester (PEE) hard segments generally provide the highest available mechanical toughness among elastomers, making them excellent candidates for the manufacture of lightweight films (see Figure 3).6–9 The molecular backbone of the TPE can be manipulated to improve permeability—for example, by incorporating a hydrophilic portion to increase the affinity of the polymer for water.

Figure 3. Chemical structures of the hard-segment resins used in hydrophilic TPE films.
In a segmented TPE, permeation occurs primarily through the rubbery, elastic soft phase rather than through the hard-segment domains. As a result, permeability changes inversely to the hard-segment content, or the Shore hardness. In general, the soft-segment content mainly determines the water-vapor permeability of monolithic TPE membranes. Figure 4 illustrates the rule that the higher the soft-segment content of a TPE, the lower the Shore hardness.
 Figure 4. Shore D hardness and water vapor transmission (ASTM E96 B, 30°C, 10 µm) as a function of soft-segment content (PEE-PEO/4000 g/mol), data from reference 9.
Figure 4. Shore D hardness and water vapor transmission (ASTM E96 B, 30°C, 10 µm) as a function of soft-segment content (PEE-PEO/4000 g/mol), data from reference 9.
Soft Segments. The base polyether soft segments of breathable TPE films are commonly polyethylene oxide (PEO or PEG) or polyethylene oxide/polypropylene oxide (PEO/PPO) block copolyethers, but polytetrahydrofuran (PTHF or PTMEG) is also used (see Figure 5). Plain PPO soft segments are typically not found in breathable TPEs. Frequently, blends of different soft segments are used to balance physical properties: for instance, PEO is more hydrophilic, while PTHF is mechanically tougher and does not swell as much. Increasing the CH2/O2 ratio in the soft segment decreases the compatibility between hard and soft segments.
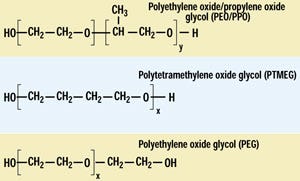 Figure 5. Chemical structures of ether-type soft-segment macroglycols commonly used for breathable TPE materials.
Figure 5. Chemical structures of ether-type soft-segment macroglycols commonly used for breathable TPE materials.
The molecular weights of the hydrophilic soft segments in resins for breathable TPE films are of the same order of magnitude (600–4000 g/mol) as those of other polyether-based TPEs. (Property reviews of standard ether soft-segment–based materials are available in the literature.10) PEO-based TPEs offer among the highest measured water permeabilities of all known polymers, approaching (and sometimes exceeding) the permeabilities of renowned hydrophilic polymers such as cellulose and polyvinyl alcohol. One disadvantage of using PEO as the soft segment in films is its substantial tack, which can result from the heating or swelling during any laundry or dry-cleaning processes.
According to the sorption-diffusion model for monolithic membranes, permeability is a function of sorption of the penetrant into the membrane polymer and its diffusive movement through it. The high chain mobility of breathable TPEs—which is evidenced by glass-transition temperatures well below 0°C for all the ether PEO soft segments—allows for the high diffusion coefficients that are found for water. It is generally assumed that the high water permeabilities are related to the continuous soft-segment phase observed within the TPE.
Water absorption is highly dependent on the PEO content, but also on the soft-segment molecular weight. The increase in water absorption with increased molecular weight of the PEO soft segment is believed to reflect the extent of phase separation between hard and soft segments. A lower-molecular-weight soft segment usually results in mechanically tougher films.
Higher-molecular-weight soft segments form more distinct—but hard-segment-poor—PEO domains that are able to absorb larger amounts of water. The increase in water absorption with PEO content basically shows an exponential increase in the plotted range, which can be explained by a decreasing amount of "physical" cross-links formed by the hard-segment domains. These cross-links impose a swelling limit on the hydrophilic PEO regions, going ahead with the occurrence of water clusters in the swollen polymer matrix above a certain PEO content. Figure 6 illustrates the two types of absorbed water: bound and liquid (freezing). With low PEO content, the absorbed water is bound to the PEO chains through hydrogen bonds. Above a certain PEO content, freezing water is increasingly present. This freezing water can be revealed with a technique known as thermoporometry, which measures the freezing/melting point depression of water clusters in polymers through DSC analysis. Pore sizes varying from 2 to 7 nm can be determined with this technique.
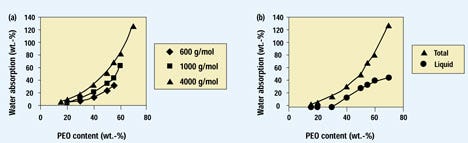
Figure 6. Water absorption of PEE/PEO TPE immersed in water at room temperature: (a) as a function of the soft-segment content and the soft-segment molecular weight, and (b) as a function of the PEO (4000 g/mol) content shown as totals and liquid fractions, data from reference 9.
Hard Segments. The melting temperature of breathable TPE films is strongly determined by the type of hard segments present. A high melt temperature is desirable for thermal stability during high-temperature processes such as lamination, fabric waterproofing, seam sealing, and ironing. PA12—polyamide with 12 carbon units in its main molecular repeating unit—'and most TPU hard segments provide melting temperatures of 175°C and below, whereas use of some polyester-based TPEs leads to melting points of 200°C.
A number of the important mechanical properties of these multiblock copolymers—such as tensile strength or abrasion resistance—are also determined by the type of hard segment. For instance, formulas incorporating the nitrogen-containing PA12 and TPU hard segments generally result in tougher films (see Table III).
Procedure | Related | Units | PEBA1 | TPU2 | TPU3 | PEE4> |
Shore A |
| D2244 | 87 | 90 | 82 | 80 |
Specific | D792 | g/cm3 | 1.05 | 1.26 | 1.17 | 1.22 |
Ult. |
|
|
|
|
|
|
MD | D882 | MPa | 37.6 | 35.1 | 46.8 | 11.0 |
CD |
|
| 23.1 | 29.4 | 38.1 | 7.1 |
Ult. |
|
|
|
|
|
|
MD | D882 | % | 540 | 460 | 580 | 380 |
CD |
|
| 500 | 490 | 740 | 660 |
50% |
|
|
|
|
|
|
MD | D882 | MPa | 14.2 | 6.4 | 5.6 | 5.6 |
CD |
|
| 11.9 | 5.4 | 4.4 | 3.8 |
Tear |
|
|
|
|
|
|
MD | D1004 | N/mm | 85.1 | 41.2 | 41.3 | 42.2 |
CD |
|
| 116.2 | 47.0 | 47.1 | 55.1 |
WVT at | E96 E | g/m2/day | 3200 | 2300 | 3000 | 2600 |
1 Pebatex MX 2234; 2 Walotex VPT 2204AC; 3 Dureflex PT1710S; 4 Dureflex PS2010S | ||||||
Table III. Comparison of typical properties for breathable PEO TPE films with different hard-segment chemistries. Data are standardized for 25-µm gauge materials. |
FILM MANUFACTURE
Among the most common techniques used to manufacture monolithic breathable films are solution casting and melt extrusion.
The thermoplastic nature of TPE film materials makes them potential candidates for processing from solution, if suitable solvents are available. Although TPUs are frequently processed from MEK or other solutions, finding suitable solvents for PEBA and PEE is problematic, as cresol-type solvents are difficult to handle properly.
Hydrophilic TPU, for example, may be cast from viscous solution directly onto fabric. After evaporation of the solvent, dense monolithic coatings can be obtained. By controlling the phase separation while the solution is precipitated into a nonsolvent, microporous films can also be obtained. Solution processing is generally more expensive than extrusion—a significant advantage for extruded films.
Melt extrusion is far and away the favored technique for processing TPE into film. With the exception of extremely soft grades, most hydrophilic TPEs are suitable for extrusion (see Figure 7). Drying of the TPE raw materials is critical, as they tend to absorb ambient moisture very quickly and high levels of moisture in the melt can lead to uneven film surfaces. Films can be shaped from the melt using conventional flat dies or with standard circular dies for film blowing. The amount of molten polymer passing the die and the speed of the respective casting, chill, or overhead takeoff roll determine the final thickness of the film. The thickness of the TPE from the die lip to the final film is subject to a draw-down ratio of 50:1 to 100:1. The TPE must demonstrate sufficient melt strength to withstand the drawing without tearing. Crystallization should preferably take place after the drawing is completed to minimize orientation in machine direction and anisotropy in mechanical properties. Table III shows a comparison of TPE properties in machine direction (MD) versus cross direction (CD).

Figure 7. MVT and WVP versus gauge for extruded films from a 90 Shore A aromatic TPU/PEO (ASTM E96 A).
Although the flat-die process offers some advantages with regard to controlling the crystallization of the polymer, blown-film extrusion is more cost-effective. Because light-gauge, highly elastic films are difficult to handle on some equipment, a more-rigid carrier or interleaf is frequently added, which also prevents blocking on the roll.
Slip or antiblocking additives are frequently added to the base resin for TPE films in order to facilitate handling, especially of light-gauge films. Additives can sometimes have a negative impact on breathability, since they act on the film surface—the most important interface for the sorption of moisture into the membrane polymer. (See, for example, the WVT values for films based on similar TPU chemistries but that have different additive packages, as given in Tables II and III.) Blown films are frequently preferred over extrusion-coated layers deposited directly onto a fabric, as there is better control for barrier properties. Occasionally, blends of several TPEs are used for the fine tuning of film properties, in order to custom design films to meet specific requirements.11
LAMINATION
In order to enhance handling and mechanical toughness, breathable TPE films are frequently laminated to at least one substrate. Suitable substrates are determined by the product structure—woven, nonwoven, or foam—and final end-use application.
Because lamination always results in an increased resistance to water-vapor transport, it is important that the lamination process be chosen carefully to ensure that the breathability of the final laminate is maintained at a high level. Recommended lamination procedures for breathable films feature a discontinuous application of the lamination adhesive (see Figure 8). Lamination techniques that have been successfully used with TPE films include hot-melt screen printing, melt printing, porous coating, and spray coating.
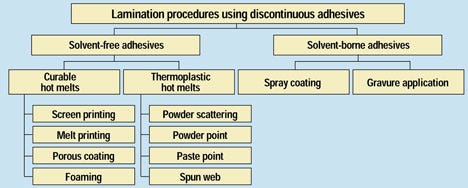
Figure 8. Typical lamination procedures allowing for discontinuous application of adhesive.
Hot-Melt Screen Printing. In hot-melt screen printing—as might be used for disposable manufacturing—a perforated rotary screen is used to apply the adhesive. The substrate is pressed against the screen by means of a counter roll, while a flexible blade forces the adhesive through the screen against the substrate. The second substrate is then laminated using a calender.
Melt Printing. For melt printing, a heated, engraved roller is used to transfer the adhesive onto the substrate. The hot-melt adhesive is applied from a reservoir that is sealed against the engraved roll. Because of the hot tack of the adhesive, the melt transfers onto the substrate when it passes the nip point. The second substrate is again laminated using a calender. This process is often used for multiple-use professional garments.
Porous Coating. The porous coating process, commonly used for load-bearing laminates, uses a special extrusion die with several individually controlled hydraulic compartments which allow for intermittent application of the adhesive. The discontinuous output of the adhesive onto one substrate requires several gear pumps; lamination to the second substrate requires calender rolls.
Spray Coating. Solvent-borne, moisture-curable adhesives can be sprayed onto a substrate that is fed, together with a second substrate, into a calender. The solvent must later be evaporated, usually in an oven. To address concerns regarding solvent-containing oven exhaust and to avoid unnecessary swell of the films, so-called "high-solid" adhesives—with solid contents of about 60% by weight—should be used.
MEDICAL APPLICATIONS
Breathable film-fabric laminates are finding increasing acceptance in end uses requiring selectively waterproof but breathable barrier characteristics. Medical barriers are frequently characterized by synthetic blood penetration or viral penetration tests (ASTM F1670 and F1671, respectively). Monolithic TPE film can provide the desired properties when designed properly. Depending on the application, stable barriers can already be achieved with film with a thickness of about 25 µm (0.001 in.). Disposable applications include operating-room gowns and other personal protective apparel, cleanroom garments, bedding covers, wound dressings, and gloves.
For garments, waterproof, breathable inserts made from TPE films with high WVT are fabricated from films that are adhesive-laminated to fabrics. The laminate is cut and seamed to prepare the insert. Professional garments for use in operating rooms benefit from selective barrier characteristics since they protect the patient from dust or skin particles while still allowing for sufficient evaporation of perspiration to prevent heat stress.
The increasing acceptance of breathable TPE films in the medical market is resulting in applications extending into such areas as wound dressings or bedding covers for allergy control and mattress protection in hospitals.7,12,13 Antiallergenic mattress covers comprise a fabric laminated with a breathable film—usually in the 25- to 40-µm thickness range. The monolithic-film cover provides an effective barrier to allergens resulting, for example, from dust mites in bedding while keeping the patient comfortably dry, since the breathable barrier film permits evaporation and evacuation of moisture faster than the skin exudes it. Such fabric laminates maintain their properties even after repeated laundering cycles.
For breathable and drug-release types of wound dressings, 30- to 50-µm films are coated with pressure-sensitive adhesives. Breathable wound dressings enable coverage of larger wound areas, while still allowing moisture generated in the wound to evaporate. At the same time, the dressings maintain a barrier against outside infection.
Disposable gloves made from urethane film provide protection against various environments. In comparison with vinyl or latex gloves, they offer much higher permeability to perspiration evaporating from the hand, resulting in increased comfort and better handling characteristics. The TPE material also obviates allergic complications for latex-sensitive wearers.
CONCLUSION
Monolithic TPE films provide the medical community with breathable barrier materials. A variety of applications have been realized for protecting patients and medical professionals from biohazards and infections. The versatility of TPE films enables them to be used for gloves, wound-care products, protective covers, and multiple-use protective garments.
You May Also Like

.png?width=300&auto=webp&quality=80&disable=upscale)
