


Sign up for the QMED & MD+DI Daily newsletter.
Extruded Tubing Designed for Balloon Production
Manufacturers must understand balloon processing requirements. Shown here is a balloon coming out of a mold.
Eric Mabry
September 1, 2008
12 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Extruded Tubing Designed for Balloon Production")
Producing balloons used for angioplasty catheters calls for tubing that has more stringent requirements than that used for other uses, such as catheter body or strain relief. To ensure that the proper tubing is selected, it is essential to understand the requirements for balloons as well as the balloon-forming process.
Angioplasty Balloon Catheters
Balloon catheters are used for both plain old balloon angioplasty (POBA) as well for stent delivery and deployment. The catheters are typically inserted through a narrow-gauge introducer (e.g., 5 or 6 Fr) into the femoral artery, and the balloons placed in a constricted passage within the stenosis. As a result, the balloon must have very thin walls, typically on the order of 0.001 in. (25 µm). However, because calcified stenosis can be difficult to open, the balloons must be tear-resistant and have high burst pressures, with nominal pressures typically ranging from 6 to 8 atm and rated burst pressures in the range of 12–20 atm.
Multiple deployments may be necessary, so balloon fatigue is also a factor. Finally, to prevent damage to vessel walls caused by overinflation, balloons must have reliable diameters along the length of the balloon at nominal pressure. They must also be only semicompliant (e.g., limited increase in size past the nominal pressure on the order of 5–10% from nominal to rated burst pressure). To create balloons with these characteristics, high-quality tubing with uniform properties is a key requirement.
The Balloon-Forming Process
|
Figure 1. During the stretch blow molding process, the polymers are stretched as shown. |
Balloon forming is done through a process called stretch blow molding in which polymer-based tubing is stretched under pressure and at an elevated temperature in a biaxial fashion both longitudinally and radially. The temperature and pressure vary by material and balloon diameter. For example, nylon 12 balloons are formed at 170° to 200°F, and a 3-mm nylon 12 balloon may be formed at 35 bar while a 10-mm balloon is formed at 15 bar. The intent is to mechanically stretch the polymer chains so that they provide maximum strength to the balloon as well as resist further growth. The result is a well-defined diameter.
|
Figure 2. (click to enlarge) As blow molding stretches the polymer, the strain remains relatively constant. |
The polymer orientation in the tubing should be randomized. During the blow molding process, the polymers are stretched as shown in Figure 1. During the stretching process, the strain will be relatively constant as shown in Figure 2. Once the polymer strands become maximally stretched, the strain increases dramatically. At this point, the material has its greatest strength and will resist further growth. Typically, there is an expected stretch ratio for a given axis and material (e.g., approximately 6× radial and 4.7× axial stretch for nylon 12).
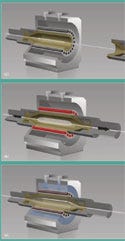
In the balloon-forming process, a parison is placed into a mold as shown in Figure 3. A parison is a piece of tubing in which both ends have been necked down in a controlled process in order to achieve three functions:
Control where the balloon forms on the tube.
Improve formation of the cone section.
Allow for smaller neck outside diameters (ODs) needed for low-profile catheters.
|
Figure 3. (click to enlarge) In the balloon-forming process, a parison is placed into a mold as shown (a). A secondary stretch at lower pressures is often used after the main balloon body is formed in order to create thinner cones and neck wall thicknesses (b). The formed balloon is cooled using chilled circulating water in a surrounding jacket while maintaining a high internal pressure to set the dimensions (c). |
The parison is then stretched while pressurized internally with clean, dry nitrogen and under a controlled elevated temperature from surrounding heating elements. This process promotes balloon formation. Note that the temperature is lower than the melting point (nylon 12 Grilamid has a melting point of 352°F, for example), which would cause material flow and randomization of the polymer chains. The temperature is typically in the range of the glass transition temperature for the tubing material. A secondary stretch at lower pressures—typically one-third or less of the forming pressure—is often used after the main balloon body is formed in order to create thinner cones and neck wall thicknesses.
Finally, the formed balloon is cooled using chilled circulating water in a surrounding jacket while maintaining a high internal pressure to set the dimensions.
Quality Issues for Balloons
Typical quality issues faced in the production of balloons include gel spots, fish-eyes, impurities, drag lines, zipper lines, bowing, and visual imperfections. Quality is critical. These issues can lead to failure such as early burst, fatigue, or incorrect dimensions. Such failures can compromise patient safety as well as increase procedure time, both primary concerns for clinicians.
Gel spots are typically the result of impurities in the tubing or of broken polymer chains caused by shear stresses within the extrusion system. The former can be handled by proper filtering within the extrusion system. The latter is a function of the extruder design. In the reduction of pellets to melt to tubing, right angles or extreme transitions can cause shear forces that will break the polymer strands. Once broken, the resulting material has different physical properties and, in effect, constitutes an impurity that may show up in the balloon wall and increase its propensity to burst at lower pressures or fatigue early. One situation in which this can happen is when a larger-bore, 1-in. extruder is used to make the smaller microbore tubing (typically 0.15 in. OD or less) needed for balloons.
Burst pressure is dependent on balloon material and hoop stress, which is a function of wall thickness and balloon diameter. Thicker walls increase burst pressures while larger diameters increase hoop stress and result in lower burst pressures. Defects in the wall such as gel spots and fish-eyes cause a weak point in the material and result in lower burst pressures. For example, a 3-mm balloon with a 0.00065-in. wall made from nylon 12 may have an average burst of 25 atm but can fail at 20 atm.
Fish-eyes can result either from moisture in the tubing or from overstraining the material in the forming process. Moisture in the tubing may vaporize during the elevated temperatures in the balloon-forming process, resulting in voids in the balloon wall. Overstraining the material, i.e., going past the optimal stretch ratio, can lead to microtears similar in appearance to the voids. Similar to gel spots, fish-eyes can lead to lower burst pressures and early fatigue. Moisture can be prevented by drying the pellets prior to extrusion and storing tubing in a clean, dry, and dark environment. Overstraining can be addressed through careful control of inner and outer tube diameter, as well as concentricity so as to stay within the stretch ratio during the forming process.
Impurities are embedded foreign materials. Impurities can lead to weak points in the balloon wall and can create visual imperfections.
Drag lines are a result of narrow grooves or scratches created on the outside of the tubing during the extrusion process. This can happen if a particle becomes stuck on the extrusion die head and causes furrows as the tubing emerges. Drag lines can result in a rib along the balloon, which can, in turn, result in bowing of the balloon under pressure or can lead to lower burst pressures.
Zipper lines can result if the tubing chatters along the extrusion die head as it emerges. If the engagement between the tubing and the die head isn't constant, a series of depressions can be created. These depressions enlarge to form a series of visual imperfections called zipper lines on the formed balloon.
Bowing of the balloon under pressure can result from either drag lines, as described above, or uneven wall thickness. Sometimes referred to as banana shaped, a balloon will not grow symmetrically under increasing pressure in such cases but rather bows to one side.
Requirements for Balloon Tubing
Tubing for balloons must be free of impurities and moisture. It must have uniform inside diameter and OD as well as concentricity. Specific mechanical properties include tensile strength and elongation. Typical tubing provided by extrusion vendors will have dimensional and visual specifications, but will not address these other requirements. By contrast, balloon tubing requires more-stringent production methods. The polymer materials normally used for balloon catheters include nylon, Pebax, polyethylene terephthalate, and polyurethane.
How Tubing Is Extruded
|
Figure 4. (click to enlarge) Typical extrusion process. |
Extrusion has been well described in many articles, but an overview here is useful. Pellets are dedusted, dried, and placed into the extruder hopper as shown in the diagram in Figure 4. From there, the pellets drop down the throat into the barrel. A turning screw creates a high-viscosity molten polymer using both mechanical friction heat and applied heat from heating elements. The screw transports the material along the barrel and through the extrusion head die. The tubing is then cooled and solidified as it passes through the air and into a water bath. The size of tubing is determined by the die head and the drawdown that occurs with tension on the extrudate.
The need for careful preparation of the pellets for extrusion cannot be overstated. Any dust or foreign materials can become embedded in the tubing as it is extruded. To complicate matters, the injection molding approach used to create the pellets often creates a static charge that attracts dust. To compensate, pellets are typically dedusted in a system called, prosaically, a deduster. Dedusters act through a combination of air cleaning and antistatic measures to both remove dust and reduce the propensity to attract dust.
Another issue for pellets is removing moisture and keeping the material dry. Typically, the polymer material used for balloon production is hygroscopic and readily picks up water from the surrounding atmosphere. As a result, it's important to dry the pellets as well as to store them in a sealed, dry container. Often pellets are redried just before going into the hopper. Redrying the pellets can be especially important for balloon tubing to prevent moisture from creating fish-eyes. Dryers can range from simple ovens to complex temperature-controlled systems with convection heating.
The screw-and-barrel system is one of the most critical aspects of the extrusion system. Not only is it responsible for creating and transporting the polymer melt to the extrusion die, it must keep the melt in a homogenous state. Any deviation will result in poor quality and a material change in properties. As described, shear forces can result in breaking of polymer chains. Poor flow areas and eddies where material can gather can result in the overheating and burning of material.
The die head and drawdown used for sizing the tubing is an important factor in extrusion. Different combinations of die heads and drawdown can create the same size tubing. For example, a 0.1-in. OD tube can be made with a 0.15-in. die, which would require a drawdown ratio of 1.5. If the die is 0.175 in., the drawdown ratio would be 1.75. However, drawdown can induce longitudinal orientation of the polymer strands, the degree of which is dependent on the extent of the drawdown. This orientation or, stated differently, decreased randomness of the polymer chains, affects mechanical properties such as tensile strength and the degree of stretch in the balloon blow molding process. Consistency in mechanical properties is vital for balloon production.
Another important requirement is consistency in the ID and OD of the tubing as well as concentricity. As described above, the polymer material will have an optimal stretch that achieves the desired balloon properties. If the diameter is undersized and the stretch is too great, the balloon may burst during formation or result in fish-eyes. If the diameter is oversized, the resulting balloon will not be fully formed and will still have room to grow under pressure. If the balloon grows under pressure, it can result in possible complications such as overextension of the vessel wall or difficulty in catheter removal through the introducer sheath. High-end extrusion systems typically have computer-controlled monitoring of the tubing diameters and a feedback mechanism for controlling these key dimensions.
The selection of a good extruder is critical to successful extrusion. Large extruders increase the risk of thermal and mechanical degradations as described above. Microextruders (1/2 in. or smaller) reduce almost all material degradation risk due to the smaller size, ultimately increasing yields significantly. Microextrusion also makes it easier to achieve a random orientation of polymer chains and lower axial alignment, which facilitates the balloon-forming process. Repeatability is also a key factor in successful extrusion. The tighter tolerances achievable with a microextruder enable less lot-to-lot variability.
Test Methods for Tubing
As discussed, polymer tubing for balloon formation must have consistent mechanical properties. These properties are a function of the degree of polymer randomization as well as dimensions. The mechanical properties of tubing can be evaluated through a number of methods, including dynamic mechanical analysis (DMA), differential scanning calorimetry (DSC), and a universal test machine (UTM). DMA is used to measure the stiffness and viscoelastic properties. DSC is used to determine the amount of heat required to raise the temperature of the material and can be used to determine phase transitions such as glass transition or melting point. A UTM is used to measure, among other things, tensile characteristics.
In addition, the tubing material must also have a narrow mean molecular weight distribution (MWD). MWD is a function of the consistency of the polymer strand length. Any degradation or breakage of the polymer strands results in molecules of different lengths that can substantially change the material properties and their consistency. MWD can be measured by gel permeation chromatography.
Conclusion
High-quality tubing is critical for successful high-yield balloon production. Because it has more-stringent requirements compared with other extruded tubing, greater care must be taken in the selection of extrusion equipment and processes used if performed in-house or in the selection of an outside vendor.
Eric Mabry is the vice president of sales and marketing for Interface Catheter Solutions (Laguna Niguel, CA). He can be contacted at [email protected].
Copyright ©2008 Medical Device & Diagnostic Industry
About the Author(s)
You May Also Like
Editors' Choice


Sponsored Content
May 23, 2024
