

Sign up for the QMED & MD+DI Daily newsletter.
Laser Technologies Keep Manufacturers Beaming
June 28, 2010
10 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Laser Technologies Keep Manufacturers Beaming")
|
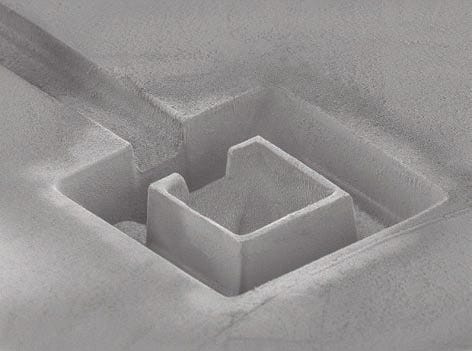
Used for manufacturing microfluidic devices, Leister's Novolas laser equipment relies on mask technology, in which the laser welds all the surfaces of a substrate except for the microfluidic channels themselves. |
Laser technology has been a mainstay of science and industry since its inception 50 years ago. Originally viewed as a tool for creating better light sources, strengthening military hardware, and improving telecommunications, the technology has also found its way into modern manufacturing--including the medical device manufacturing sector--because it offers a precise and clean method for cutting, machining, and welding.
By directing the output of a high-power beam at a substrate, laser technology melts, burns, or vaporizes materials, leaving a high-quality surface finish. Although not as widespread in the medical device manufacturing industry as more-traditional converting techniques, lasers offer many tangible advantages: They produce cleaner edge finishes than punching, form complex components without the need for expensive tooling, offer greater speed than other processing methods, and process a vast array of materials. Thus, in the medical device manufacturing space, laser technology is probably headed for another 50 years of service--if not more.
Laser Welding
Specializing in systems that utilize high-power diode lasers, Leister Technologies LLC (Itasca, IL) develops equipment for generating laser light that can be formed into a spot, a line, and many custom shapes. Contact-free, vibrationless, and stress-free, the company's laser systems for welding plastic materials enable localized energy application. The company offers several laser delivery methods to accommodate the needs of plastic welding applications, including contour, simultaneous, mask, and radial techniques.
"For bonding plastics, we make laser systems based on the diode because it's solid state, so there are no replenishables involved," comments Jerry Zybko, Leister's general manager. "In other words, there are no CO2 feeding tubes or lamps, as required in Nd:YAG laser technology." And to accommodate polymers that react at different wavelengths, diode lasers are available with 808- or 940-nm wavelengths. For these reasons, the company incorporates diode lasers into its through-transmission infrared plastic laser welding platforms.
"The plastics our systems process have two layers: a transparent one and an absorptive one," Zybko says. "The laser fires through the transparent layer and is absorbed into the layer below, and you create heat at the interface as the laser is absorbed."
Used for manufacturing microfluidic devices, Leister's Novolas laser equipment is based on patented mask technology, in which the laser welds all the surfaces of a substrate except for the microfluidic channels themselves. The desired weld area is defined by the use of a chrome-coated glass mask from which the chrome has been removed from specific areas, allowing the laser to pass through. The flat top component and the bottom component containing molded microfluidic channels are placed below the mask, and a clamp force is applied. As the light passes through a stack-up, the mask prevents the light from striking the microfluidic channels. "Thus, the laser is used to hermetically seal the assembly, staying outside of the microfluidic channels," Zybko notes. "This technology lends itself to microfluidic plastic chip construction in that the weld geometries are limitless and the desired bond is achieved without vibration or the accumulation of particulate contamination."
In addition to playing a prominent role in microfluidic applications, laser welding is gaining ground in the area of tube-to-tube joining operations, according to Zybko. Leister's Novolas WC-C laser machine performs this process using a technology known as radial welding. In this technology, a part such as a valve is inserted into a plastic tube that rests inside a circular polished-metal enclosure with a cone-shaped inner diameter. When laser light emitted from above strikes the plastic parts, a simultaneous weld is made all around the perimeter of the tube. "The laser light does not spin or move," Zybko explains. "It's emitted in a ring shape, and it comes out at a slight angle with the aid of defractive optics. When it hits the polished cone, it deflects directly perpendicular into the tube-to-tube application."
While laser technology for such applications is becoming increasingly economical, laser-based products still typically require accurate movement control using an x-y device. In addition, while using such equipment, operators must be shielded from the laser, which adds to operating costs.
Nevertheless, laser processing has myriad advantages over other technologies, Zybko adds. For example, it does not generate particulates, contamination, or flash, and the weld is completely contained inside the part, preventing expulsion of extra material. In contrast, when a part is welded ultrasonically at 30 KHz, the vibrations can cause the polymer to break down somewhat, producing particles that must be vacuumed or washed out--especially in the case of microfluidic devices. "With lasers, we're just clamping plastic up against a piece of glass," Zybko says. "We're not moving or shifting or vibrating or using ultrasonics to move the material up or down. So the parts come out very clean, and the volume doesn't undergo collapse. If you need a 100-pl volume of space, that's what you'll get when the parts are stacked
and welded."
Laser Micromachining
"Laser micromachining is ideal for clean-cutting, drilling, and shaping polymer and other materials that are difficult to micromachine using other technologies," remarks Bill Kallgren, sales manager at JPSA (Manchester, NH). Capable of processing such materials as polycarbonate and polycycloolefins, the company's UV technology relies on a process called photoablation--volatilization caused by UV rays emitted by a laser--to remove very fine, measured amounts of material as a plasma plume. The result is a cleanly sculpted pore, channel, or feature, according to Kallgren.
Offering diode-pumped solid-state machines, laser micromachining equipment, and UV and vacuum UV laser-beam delivery systems, the company also provides a variety of laser systems, including the IX-3000 ChromAblate, a UV excimer laser system that can create micron-scale features with submicron tolerances. Typical applications include stents, catheters, microfluidic devices, lab-on-a-chip biosensors, nozzles, and MEMS. JPSA's machines can process a range of materials, Kallgren notes, including polymers, ceramics, glass, metals, and other materials.
|
JPSA's UV excimer laser systems can create micron-scale features with submicron tolerances. |
Many complex medical devices benefit from laser technology because it can create sharply defined features, smooth walls, optically clear surfaces, and other complex features. "Medical device manufacturing applications such as microfluidic designs often require complex holes, cones, channels, or sample chambers," Kallgren comments. "Features may be microscopic, and they may also be of a uniform and consistent size. Creating complex geometries repeatably is what UV excimer laser equipment does."
While the goal is to create complex geometries, different applications require different equipment customizations. "Our standard systems are highly engineered bits of equipment, but they're modular in design, so that I can add or subtract equipment based on the customer's requirements," Kallgren explains. For example, a system used to perform a simple process may have an x-y-theta stage, or perhaps a z-theta stage if focus adjustment is also required. At the other end of the spectrum, a customer may request a reel-to-reel-type platform and vision-alignment equipment for automatic high-volume production.
In the case of excimer laser systems, additional axes of motion may be required to perform motorized mask-changing functions for selecting different images and projecting them onto the target. Coordinated opposing motion, which allows the system to scan a mask across a beam while simultaneously scanning the part underneath, may also be appropriate in particular instances. "In short, systems can have just four axes of motion, or they can have as many as 16 axes of motion, depending on all the things the customer is trying to do," Kallgren says.
Looking to the future, wavelength and thermal control are areas requiring special attention, according to Kallgren. "Customers aren't just cutting metal stents anymore. They're showing a lot of interest in novel materials such as bioabsorbables. The problem is, many of these materials are thermally sensitive." For example, while stents have traditionally been cut using YAG, CO2, or continuous-wave lasers, these technologies create heat-affected zones that can impair stents made from new materials. But even the use of common UV lasers, despite their higher photonic energy and higher band gap on the material, are not ideal, according to Kallgren.
"We look toward pulse duration as another knob to turn to improve quality," Kallgren says. "By going to shorter pulses, we have a shorter time span for the light to interact with the material, which results in a colder process." For this purpose, companies are exploring the use of diode-pumped UV solid-state or excimer lasers operating in the picosecond or femtosecond laser-wave pulse regime. These technologies achieve multiphoton absorption and create little heat input into the target substrate, resulting in clean, high-resolution, high-fidelity micromachining, Kallgren adds.
While the heat generated by lasers can be problematic, laser technology can also result in minimal heat-affected zones because it melts and bonds plastic only where it is needed, according to Zybko from Leister Technologies. Thus, if a channel in a microfluidic device already contains a reagent or liquid, the heat from the laser will not affect it.
Laser Converting
Delta Industrial (Minneapolis) offers yet another take on the use of laser technology for medical device manufacturing. Providing equipment based on four different types of technologies--CO2, UV, fiber, and IR lasers--Delta designs and manufactures custom machines. "We fit the laser to the part," comments Jason Newville, a design engineer at Delta Industrial. "For example, a CO2 laser would be used for more-general applications, such as cutting paper, labels, and various foams. We get more into UV and YAG lasers when we're developing equipment to laser-ablate metals, such as in metal-cutting processes."
|
Utilizing CO2 and other laser technologies, Delta Industrial's Mod-Tech systems can process a variety of medical products and materials. |
Starting with a base platform called the Mod-Tech toolbox of modules and building from there, the company provides machines containing standard die stations, flexographic printers, and lasers. But like JPSA, Delta focuses on designing customized equipment to meet specific customer needs.
Among other things, customization involves determining the number of lasers to be incorporated into a single platform to achieve higher production throughputs. "Often, manufacturing lines have to go a lot faster than one laser can handle," Newville says. "Since we can only cut at a certain power level to get the right edge quality and to get the right part tolerance, we stack up multiple lasers in line so they each cut a certain portion of the product." The advantage of this configuration is that the use of several lasers working together--a growing trend in the industry--speeds up production across the board.
Although they represent the cutting edge of medical device manufacturing processes, lasers are still a work in progress. They can leave a burnt edge on various medical foams, for example, rendering them unsuitable for some types of wound-care applications. "We're always looking to use different styles of lasers that may produce a cleaner cut," Newville states. "This could mean lasers that operate at different wavelengths, or different laser technologies."
Cutting tighter-tolerance parts is also becoming a big issue for OEMs, converters, and their machine suppliers alike, according to Newville. To fabricate parts with tight tolerances, Delta has developed a vision system for inspecting products during processing. "The system even looks at the incoming web," Newville adds. "If there's something printed on the part, the vision system can tell the laser how much skew the incoming product has so that adjustments can be made."
You May Also Like


