Sign up for the QMED & MD+DI Daily newsletter.
William Leventon
August 1, 2001
16 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "New Coatings and Processes Add Value to Medical Devices")
Originally Published MDDI August 2001
Medical Plastics and Biomaterials
New Coatings and Processes Add Value to Medical Devices
Increased functionality, versatility, and ease of use are among the characteristics that the latest coatings can add to a medical product.
William Leventon
The latest generation of device coatings can strengthen the capabilities of many of today's medical products. Some coatings add such properties as lubricity, biocompatibility, and antimicrobial action to device surfaces. Other coatings can be used to release drugs or make implanted devices more visible to imaging systems. Still others offer combinations of these features. Some medical devices would never reach their potential without the properties offered by new coating technologies, according to Lise Duran, vice president of product development for SurModics Inc. (Eden Prairie, MN). "You may have a very innovative device, but because of its surface you won't be able to get the full benefit from it," says Duran, whose company offers PhotoLink coating formulations for medical devices. "The device might even fail because of the surface. But add a coating to the surface, and the device will function the way it should." |
|
Rendering of PhotoLink polymer molecule showing spacer arms with photogroups at their ends. |
Many device coatings are polymer-based formulations. Hydrogel coatings manufactured by MCTec BV (Venlo, The Netherlands) are based on a single specially developed polymer rather than blends of different polymers, explains Hans Hanssen, technical director of MCTec, which was recently acquired by STS Biopolymers Inc. (Henrietta, NY). This approach can add stability to the coating formulation, Hanssen explains.
COATED COMPONENTS
Besides making coatings, MCTec has developed a process for adding lubricity to device component surfaces. The company coats cores that are made into balloon catheter hypotubes and various types of guidewires. Manufacturers who make devices out of coated components will find it simpler and less expensive than coating a finished device, says Hanssen. He emphasizes, as well, that coated components can improve the quality of the finished coated device.
Today, finished catheters and guidewires are usually spray coated with a thin layer of polytetrafluoroethylene (PTFE), which reduces their friction coefficient by as much as 50%. But spraying does not produce coatings that are smooth and uniform enough for many manufacturers. Consistency is prized by designers whose task can be complicated by core material with a varying diameter.
To address such issues, MCTec has developed a proprietary process in which spooled wire or tubing is pulled through a PTFE coating bath. "Think of it as a controlled dip and curing," says Michael Casalino, vice president of operations for Wytech Industries Inc. (Rahway, NJ), which works with MCTec to produce the coated components. When the coating process is complete, the wire or tubing is respooled. The process yields a spool of wire or tubing with a lubricious coating of very consistent thickness.
"Typically, in a spray coat, you would have certain imperfections along the length of the component," Casalino explains. "You might have a little bubble or coagulated area somewhere. But our coating is so smooth, its size is extremely consistent along the length. It doesn't vary at all."
This spool-to-spool process can coat tens of thousands of feet of wire or tubing at a time. "Rather than coating a piece of wire that's two feet long, we run very long lengths of wire continuously through the process," Casalino explains, adding that the process is about 20% less expensive than spray coating.
MCTec's process can also be used to coat components made of a variety of metals, including stainless steel, platinum, and even nitinol. Normally, nitinol can't be spray coated because heat from the process changes its properties. "But we can coat nitinol without affecting the properties, which is a significant advantage," Casalino says.
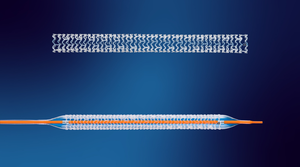
| The coating is about 0.0002 in. thick—much thinner than a conventional spray coating, which measures about 0.001 in. This superthin coating lets designers increase the diameter of the core material. For example, device specifications normally limit guidewire cores used in percutaneous transluminal coronary angioplasty (PTCA) to a diameter of 0.014 in. To allow for the coating thickness, the specifications usually call for an uncoated wire diameter of 0.013 in. When the spool-to-spool process is used, however, the uncoated diameter can be increased to 0.0134 or 0.0135 in. "Our coating is so thin, [designers] can increase the size of the material to add stiffness to the component, which is a key part of a PTCA guidewire core," Casalino says. For doctors who use the components, Casalino explains, the coating's stiffness provides 1:1 "torquability." "We grind the wire so that it has a 0.014-in. diameter at one end and a 0.002-in. diameter at the tip," he explains. "With 1:1 torquability, when the doctor makes one rotation at the 0.014-in. end, he gets one rotation at the 0.002-in. end." |
Use of conventional spray coatings (below) usually result in more imperfections compared with spool-to-spool processes (above). |
The new process can also be used to apply a number of very thin polymer layers on wires or catheters. This opens up a number of possibilities. For instance, a coating could be created that exhibits more-hydrophobic behavior on the inside, yet more-hydrophilic behavior on the outside.
On the other hand, MCTec's DuraSkin and LubriSkin PTFE coatings can break down under high temperatures, which makes them unsuitable for devices such as welding mandrels. For high-temperature applications, the company is working on a new coating variation called WeldSkin.
COATING ADHESION-RESISTANT DEVICES
Some difficulty is encountered when lubricious coatings such as PTFE must adhere to catheters and other devices made of silicone. To treat such adhesion-resistant surfaces, STS Biopolymers has developed Graft-Coat, a patent-pending formulation that creates a polymer coating right on the surface of a device.
To begin the Graft-Coat process, a device is placed in a water bath that contains a monomer. This monomer forms polymer chains by reacting with the surface of the device. Chemical bonds hook the chains to the surface.
The process creates a hydrophilic coating that gives silicone devices "both a dry and a wet lubricity," according to Richard Whitbourne, chief technology officer at STS. A soft polymer with a high coefficient of friction, silicone doesn't slide easily along surfaces. "If you try to pull [silicone] through your fingers while putting a moderate amount of pressure on it, it can feel like you're putting the brakes on," he explains. "But if you put the Graft-Coat treatment on it, you'll be able to pull it through your fingers easily even if you're applying pressure."
This kind of lubricity could smooth out the rough spots in many procedures. Syringe needles, for example, will have a much easier time penetrating Graft-Coat-treated rubber or silicone septa on pharmaceutical bottles. Treated catheters will slide more easily than uncoated catheters into a patient's urinary tract. "Imagine how painful that would be if the surface of the catheter had a high coefficient of friction—like a soft rubber stopper," says Whitbourne.
Inside the body, the coating's activation mechanism can provide other benefits. Although some coatings are activated by ultraviolet light, Graft-Coat is thermally activated in most cases. This lets doctors put treated devices in places UV light can't reach.
The company expects to begin marketing Graft-Coat in the 20022004 time frame. Variations of the coating will be specially designed for a number of applications.
CONDUCTIVE COATINGS
To protect medical devices from electromagnetic interference, manufacturers use paint, plating, or vacuum metallization processes to apply conductive coatings. In the past, conductive paint coatings had to be as much as 75 mm thick to provide adequate protection. Paint coatings also tended to flake or lose particles, causing worries that sensitive devices could be contaminated. As a result, many manufacturers stopped using the paint alternative.
Now, Spraylat Corp. (Mount Vernon, NY) is trying to renew interest in the process with a new line of conductive paint coatings. Series 599 SOS (safe on substrate) coatings are designed to provide better performance than their predecessors by requiring thicknesses of only 5 to 20 mm to protect devices, according to Gary Shawhan, Spraylat's corporate marketing manager. Shawhan adds that the integrity of the coating is better than that of earlier paint coatings. "There's no particle pickoff or flaking," he says. "It's a major advancement that's important to the medical industry."
Series 599 coatings come in three different types: pure silver, silver-coated copper, and a midrange hybrid that contains both copper and silver pigment. Shawhan claims that the coatings offer three to four times better performance than their predecessors while requiring as little as a third of the material. As a result, he says, the coating process is usually less expensive than plating or vacuum metallization.
Compared with previous paint coatings, the products are also more compliant to the substrate, Shawhan says. "So the stresses in our coatings are much lower, and they're much less likely to flake off the substrate over time."
IMPLANT COATINGS
Already on the market is a new STS Biopolymers coating designed to make medical devices used within the body more visible to ultrasound. Called Echo-Coat, this thin polymer coating "causes devices to light up very nicely under ultrasound," Whitbourne says. Applied to products such as biopsy needles, the coating incorporates micropores that trap air at the surface of the device. Rather than simply sending ultrasound signals back to the transducer, the bubbles reflect the signals in all directions. This enables ultrasound imaging systems to show a device's position in the body even when it is at an angle to the transducer. As a result, Whitbourne says, ultrasound can be used in place of MRI and fluoroscopy in many device-placement procedures.
In addition to the coating technology itself, STS now markets Echo-Coat-treated products. This year, the company is offering a variety of coated needles. Next year, it will add catheters and other devices to the coated-product line. The firm hopes to show device makers how the process can open up new possibilities for their products. "We're marrying commodity items to this coating technology to make products that can be used in ways that uncoated products can't be," Whitbourne says. "We think the coating will greatly expand the use of a number of products." |
|
Comparison of staphylococcus epidermis on coated and uncoated material. |
Another group of application-expanding coatings are hemocompatibles. These coatings can be applied to reduce platelet adhesion and thrombus formation on devices, thereby extending their effective lifetime in the body. SurModics is working on a variety of blood-compatible coatings, including a photo-heparin formulation. Duran notes, however, that regulators in Europe are concerned about possible heparin side effects, which could make it difficult to bring heparin-coated products to market there. In response, SurModics is developing nonbiologic alternatives to heparin. Most of these are polyvinylpyrrolidone-and polyacrylamide-based polymers that are part of the company's PhotoLink line. "These are alternatives that could provide a faster pathway [to the market] in Europe," Duran says, adding that the coatings will be available to U.S. device manufacturers as well.
DRUG-DELIVERY COATINGS
At the moment, few device coatings are getting as much attention as those that deliver drugs. Drug-delivery coatings "are a very hot topic nowadays," says Hanssen of MCTec, which produces hydrogels that can be used as carriers for a number of drugs. When they come in contact with a liquid, the coatings swell, allowing drug molecules to flow out and react with body fluids. The drugs can help prevent infection, inflammation, thrombus formation, or other undesirable reactions to devices used within the body.
Drug-delivery coatings could also play a key role in processes that open blocked arteries. At present, many companies are working on stent coatings that slow or prevent restenosis—the reclosing of an artery opened by a medical procedure such as balloon angioplasty. An example of this type of coating is STS's Medi-Coat product. Medi-Coat is a patented hybrid polymer system that controls the flow of liquid into and out of the coating, ensuring that the restenosis-fighting drug is released at the proper rate. The coating's special polymer mixture also stabilizes the drug so it can endure the sterilization process. The coating also provides the flexibility and adhesion required by stent-related applications. A number of major stent companies have expressed interest in Medi-Coat, says Whitbourne.
Meanwhile, scientists at AST Products Inc. (Billerica, MA) have been working on an antimicrobial version of the company's water-based LubriLAST coating technology. Developed primarily for urinary devices, the new coating includes an active ingredient that is held in the polymer matrix by an ionic charge. This ingredient, a silver ion, is released via ion exchange. Unlike mechanisms that simply let the active ingredient seep out, ion-exchange technology provides controlled release that extends the period of antimicrobial activity, according to Maura Lane, business development manager for AST Products.
Introduction of products that incorporate antimicrobial coatings, however, could be hindered by regulatory issues. "Virtually every medical device presents the danger of infection," Duran notes. "So to prove efficacy, a company would have to put its device through a large-scale clinical trial. But many device manufacturers don't have the financial resources for a major clinical trial."
FDA and other interested regulatory parties are therefore trying to determine whether preclinical studies could take the place of large, costly clinical trials. At the same time, they are trying to decide which antimicrobial agents will be allowable on medical devices.
The difficulty of the latter task is illustrated by the case of chlorhexadine, an antiseptic that has been placed on the surfaces of some medical devices cleared or approved by FDA for marketing. A few years ago, however, a small segment of the Japanese population developed a hypersensitivity reaction to chlorhexadine. As a result, Duran reports, some regulators and device manufacturers have lost confidence in the substance. So now SurModics and other coating manufacturers are searching for alternatives to chlorhexadine.
"It's like looking for a needle in a haystack," Duran says. "Everybody agrees that there's a huge need for an anti-infective surface," she adds, "but people are really spinning their wheels right now trying to determine what preclinical testing is necessary and what's going to be an acceptable antimicrobial. We're working with the FDA and everyone else in trying to sort this out. But it makes the development environment very complicated right now."
In addition to the current crop of drug-delivery products, Duran sees other possibilities for such coatings. In time, she says, drug-delivery coatings may be capable of releasing antipain or even anticancer agents into the body.
INCREASING HEAT RESISTANCE
Parylenes are biocompatible polymer coatings that offer dry-film lubricity and electrical insulation. The coatings are also excellent moisture, gas, and chemical barriers, according to Lonny Wolgemuth, medical market manager for Specialty Coating Systems (SCS; Indianapolis).
Parylene coatings are formed molecule by molecule in a vapor deposition process. "Since the coating grows a molecule at a time, it can coat to very thin layers," Wolgemuth says. The process deposits coatings in thicknesses ranging from 500 Å to 75 mm with ±10% accuracy.
Although standard parylene coatings can handle temperatures up to about 150°C, the company's Nova HT coating can withstand temperatures as high as 450°C, Wolgemuth adds. To boost the coating's heat resistance, SCS added fluorine atoms to the standard carbon-hydrogen parylene molecules. Fortified with fluorine, Nova HT is suitable for electrosurgical devices and others that are subjected to high instantaneous temperatures.
SPECIAL CASES
To further enhance the benefits of their coatings, some manufacturers are incorporating two or more properties into one product. "Along with lubricity or biocompatibility, coatings are also giving you antimicrobial and antithrombogenic activity," AST Products' Lane explains. "So you get multiple benefits from a single coating."
According to Duran, SurModics' coatings are especially well suited to incorporate multiple properties. Unlike most traditional device coatings, those in the SurModics line are "combinable," she says.
To at least some degree, most coatings are customized for particular products. "Customers might want a thinner coating, a more durable coating, a more or less lubricious coating—any number of alterations of different parameters," Lane says. "From that standpoint, nothing is really just off-the-shelf."
Beyond this standard type of customization, AST will sometimes collaborate with a customer to develop a coating for which that customer will receive an exclusive license. Lane believes that reliance on exclusive licensing agreements is likely to become commonplace in the future.
CONCLUSION
Coatings give medical devices essential attributes that they lack by themselves. In that sense, they add value to products. But they can do more than that. In some cases, they actually make products possible. At least in part, devices with complex geometries are now being designed because new formulations and techniques have been developed to coat them. As an example, Duran offers the very fine mesh baskets used in distal protection. SurModics has come up with a special product and process for coating these baskets without clogging the pores.
"We definitely enable certain devices," Duran says. "They would never make it to market without a coating." By improving and enabling new technologies, coatings will continue to play a vital supporting role in medical device development.
Copyright ©2001 Medical Device & Diagnostic Industry
About the Author(s)
You May Also Like