Sign up for the QMED & MD+DI Daily newsletter.
Putting the Science in the Molding
Bob Michaels
December 10, 2013
9 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Putting the Science in the Molding")
Molding is prevalent throughout the medical device industry. But to achieve consistency and repeatability in the fabrication of molded components and devices, some manufacturers prefer to employ scientific molding. In the following conversation, Jeff Randall, vice president of engineering, and Brunson Parish, senior process engineer at MRPC (Butler, WI), share their thoughts about how to take the guesswork out of molding.
|
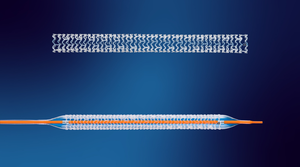
MRPC has small precision presses able to produce accurate, repeatable molded silicone and thermoplastic parts, weighing less than 1 gram, for implantable electromechanical devices, catheters and more. |
MPMN: What is scientific molding and how does it differ from conventional molding?
Randall: While scientific molding can be used to process thermosets and liquid silicone materials to some extent, it has primarily been developed for use in the thermoplastic injection-molding industry. Scientific molding involves understanding the nature of the material that you're molding and its preferred molding conditions. By understanding the material's preferences, behavior, and response to process inputs, a manufacturer can optimize the molding process and produce the most consistent part possible from shot to shot, run to run, and machine to machine.
Parish: Scientific molding consists of a methodical set of experiments to develop a process. Optimizing those processes and determining preferential process parameters is achieved by relying on data. The alternative--reliance on guesswork, experience, or gut feelings--amounts to treating injection molding as a black art.
MPMN: Using scientific molding, what are the steps involved in molding medical device components?
Parish: Scientific molding starts out with the understanding of the variables that you're trying to control. From a scientific standpoint, the key properties of any thermoplastic molding process include the melt temperature; the plastic, or molding, pressure; the material's cooling rate; and the material flow rate. By knowing these parameters, molders come to understand how significant these properties are independently and how their interaction affects the process.
Randall: The flow characteristics of thermoplastic materials include their ability or their resistance to flow--in other words, their viscosity. Resulting from internal sheer, the viscosity of thermoplastic materials changes with their flow rate. In general, as a material flows faster, it also flows easier. Understanding this relationship helps molders to optimize the equipment--including the press and the mold--so that all the processing properties are properly aligned to run within settings that produce the most consistent part. If you know that at a certain speed you need to fill the mold at a certain flow rate because the material becomes thinner and thinner the faster you go, you can optimize that speed. But if that speed is beyond the capabilities of the press to achieve repeatability on an ongoing basis, the molder is forced to make compromises and tradeoffs. In short, scientific molding is not a linear process technique; it accounts for the interaction of all the individual variables and tests, bringing them together to develop an optimized process.
MPMN: What challenges have you faced in molding medical device parts, and how has scientific molding helped you to meet such challenges?
Parish: The molding process--encompassing the machine, the material, the environment, and the part design--is best characterized as always conspiring to go beyond the bounds of good molding practices and manufacturing ease. For example, as the medical device industry trends toward miniaturization, parts are shrinking and walls are getting thinner. This trend, coupled with increased part complexity, is desirable because many components are used in surgical or implantable devices. But making smaller parts with thinner walls presents a tremendous challenge on the manufacturing side because their fabrication requires much more pressure and more effort to get the material to flow.
By nature, thermoplastic materials don't like to flow. They're not like water, which flows easily when you push it harder. However, while they offer greater resistance than other materials, thermoplastics can be induced to flow better by modifying the manufacturing process. And that's where scientific molding comes in. But materials can also have a lot of variations. For example, the batch of material I run one month can exhibit behavioral differences when I run it the next month. I have a material that wants to vary and offers flow resistance, and I have a part design that is very restrictive. Thus, from a manufacturing standpoint, how do I balance all of these factors? That's always a challenge. And the result can be variations in quality, large quantities of scrap, and even part failures. It's also possible to design a part, build the tooling, and begin molding, only to discover that the design is not manufacturable. Scientific molding identifies and isolates many of the assumptions that go into the process of designing and manufacturing a part, enabling molders to do a lot of upfront homework on the development side so that they have more success downstream when they proceed with the manufacturing stage.
Randall: As parts have shrunk in size and their walls have become thinner, materials have also become more sophisticated. For example, some materials try to replicate bone. In addition, there are many grades and classes of materials, some of which also incorporate additives. All of these variations cause materials to behave differently during the manufacturing process. The breadth of materials available today spans a range from those that flow like water to those that flow more like cement.
Thermoplastics are heated up in a barrel and the press, and then they are injected into a cold mold to enable the material to set up and resolidify. A balance must be struck here. If I try to fill a very thin part over a fairly long distance, I have to fight the material as it cools, although I need it to flow out to the end of the part. Unless I really understand the material and control the process to inject the material quickly without damaging or degrading it by handling it improperly, I have to have all the molding factors working together to produce a good part. That's where scientific molding comes in. It requires molders to observe the interactions of the different variables and optimize the process to achieve an optimally molded part.
MPMN: Could you provide an example of a medical device part that posed these types of challenges?
Parish: For example, we were asked to mold an implantable knee component that a customer had designed and developed together with another molder. Using the original tooling, we took over the project after the previous molder produced a part that exhibited too much variability and insufficient repeatability. Although we were not able to work with the initial design, applying scientific molding principles to modify the development and design of the part and the tooling at the front end, we took a crack at it at the back end by attempting to enhance or at least optimize the existing part and tooling.
To do so, we applied scientific molding principles to analyze the behavior of the material that was used to make the part. This material, polyether ether ketone (PEEK), is arguably the no. 1 material that flows like cement. The higher-performing plastics--those that are stronger, more rigid, and better performing--also tend to be more difficult to process. Thus, we understood that the material posed a series of challenges.
In response, we set up experiments based on scientific molding principles and developed outputs based on the viscosity versus flow rate. While it is important to fill materials and getting them into the mold quickly, there is a sweet spot. How do you define 'quick,' and can flow rate be too quick? Determining viscosity versus flow rate enabled us to identify what the ideal flow speed was for the given material. From that standpoint, we were able to optimize the PEEK molding process.
The customer had reported that the previous molder's part exhibited a high level of variability at the back end, probably a direct result of the fillability rate and the pressure at which it was molded. To determine the correct fillability and pressure, we conducted a pressure-loss study and a gate field analysis that enabled us to optimize when and for how long to apply pressure. These steps also helped us to understand how to densify, fill out, and achieve the material's maximum properties once we knew the correct pressure level. Using those principles, along with a design of experiments, we were able to work closely with the customer to develop a well-performing part.
Randall: Throughout this process development phase, we identified a processing window with many dimensions, including temperature, speed, pressure, and time. As a result, we were able to identify a processing envelope in which we could mold the part consistently. Then, we performed a series of microstudies in which we processed several batches of parts at modified temperatures or speeds, each representing a different segment of the process envelope. Although we observed small dimensional differences between the parts produced under these varying conditions, they were consistent within their grouping.
While all of these processes were viable and capable of producing stable parts, the customer subjected the parts to physical testing, determining that two batches outperformed the others. From the standpoint of manufacturing robustness, we preferred one of these two batches. Then, we conducted a smaller process development step based on where that batch was located within the overall process envelope. We didn't just look at the dimensions or physical look of the part but also its critical functions, including its physical parameters and how it would be used in the field. As a result of these measures, we were able to reduce part variation not only dimensionally but also from a performance standpoint. Now, the customer has a part that is more consistent than that produced by the original molder and approximately twice as strong.
MPMN: How widespread is scientific molding in the medical device community?
Parish: I'll start from the macro side. From the molding industry side, scientific molding has been around for about 15 to 20 years. And while probably less than 50% of manufacturers industrywide employ scientific principles and methodology, it's a growing trend. On the medical device side, probably a smaller percentage of manufacturers use it, but the rate at which it's growing is faster. This increase in the prevalence of scientific molding in the medical device industry signifies the growing need to validate and provide data and evidence of process consistency. This need is especially the case in an industry that is directly tied to the life and health of people. Thus, scientific molding will be adopted by the medical device sector much faster than it has been in other industries.
Bob Michaels is senior technical editor at UBM Canon.
At MD&M West 2014, molding will take center stage at a Learning Lab titled "Injection Molding: Waste and Cost Reduction." The event will be held on Tuesday, February 11, from 3:00-5:00 p.m. at the Anaheim Convention Center. |
About the Author(s)
You May Also Like