Sign up for the QMED & MD+DI Daily newsletter.
Equipment Innovations Give Silicone Molders a Shot in the Arm
March 13, 2009
7 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Equipment Innovations Give Silicone Molders a Shot in the Arm")
Originally Published MPMN March 2009
While liquid silicone rubber (LSR) injection molding is a mature process, emerging technologies are changing the face of the old workhorse. As manufacturers increasingly mold medical products such as valves, seals, and implants from LSR, they are turning to multicomponent, or 2K, molding equipment to perform multimaterial, multicolor, and multidurometer processing. At the cutting edge of this 2K trend is the emergence of single machines that perform multiple molding steps and the proliferation of cold-runner units that prevent premature LSR curing and waste.
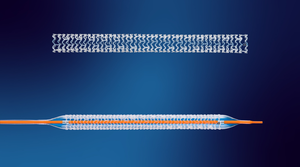
Click to enlarge |
Simtec's overmolded components and parts are manufactured using two-shot LSR molding systems. |
Two Shots, One System
Injection molders are constantly striving to implement technological improvements that reduce production costs, increase cost-effectiveness, and lower the unit price of the products they sell to their OEM customers. Simtec Silicone Parts (Madison, WI; www.simtec-silicone.com) is no exception. With its recent acquisition of European 8+8 two-shot systems for LSR molding, the company is providing continuous lights-out serial production of integrated components and thereby lowering validation costs.
Injection molding of LSR has been available in the United States for more than 10 years, remarks Simtec president Enrique Camacho. But in recent years, manufacturing innovations have advanced the technology. For example, overmolding using two separate machines has enabled producers to mold LSR onto plastic or metal substrates.
Building on this multicomponent molding strategy, European machine and tool builders have developed two-shot systems--the first of their kind, according to Simtec--that perform what Camacho dubs 'truly two-shot LSR/substrate injection molding' using a single piece of equipment. "The two-shot injection molding unit enables the integration of several parts into one component, thereby reducing the cost of production, validation, and assembly," he explains. The technology enables the production of parts with complex geometries and designs and also optimizes part performance--a feat achieved by combining raw materials with complementary properties.
"The integration of several parts that go into one component takes place in the design phase," comments Camacho. "Several parts that are made as single, separate units from LSR and a plastic substrate are integrated into a two-shot component with the assistance of the two-material injection tool. This process eliminates the need for several injection units for the production of single parts." According to Camacho, this technology reduces validation costs and enables the production of complete components that are easily assembled into end devices.
Taking advantage of another breakthrough in LSR 2K processing, the company employs medical-grade self-adhesive materials to overmold components for such products as temperature-measuring devices, feeding devices, and diaphragms. Camacho emphasizes that "the imagination is the limit for the inception and development of two-shot-made devices." Typical examples of such products include couplings, septums, needleless valves, connectors, thermometers, and drug-delivery devices.
New Tools of the Trade
Equipped with two small-shot European micromolding presses and specialized tooling technology, Helix Medical (Carpinteria, CA; www.helixmedical.com) molds a variety of LSR products for the medical device market, including voice prostheses for the ear, nose, and throat market; bariatric surgery products; drug-delivery parts; neurosurgical shunts; silicone joint prostheses; and micromolded parts such as tips for catheters less than 3 French in diameter. According to Helix president Tom Vassallo, "Some parts are small enough to fit into the tear duct of an eye."
While Vassallo sings the praises of single-machine 2K molding, he stresses that tooling advances are also changing the face of the industry. "If you can mold plastic and silicone in the same system, what you do is reduce the labor because you don't have to assemble [a part] by hand," he notes. "But European tooling technology is also important, because tooling is the second half of being able to produce a product. You've got your press and you've got your tooling."
The LSR tooling business is a niche specialty dominated by Austrian firms. Tooling developments are being propelled by molders' demands for higher cavitation, flash prevention to hinder low-viscosity LSR from shooting through gaps in the molds as small as 0.0002 in., and cold-runner valve gates for tight part tolerances. While open-nozzle designs are preferred over valve-gate nozzles, the latter separate the hot tool from the cold runner more effectively. This technology enables sequenced or profiled filling to each cavity and minimizes gate vestiges or cold slugs in finished parts, thereby reducing waste.
According to Vassallo, whose company employs European tooling equipment, the tooling is the mold itself. "It has the cavities in it for the part that you're going to make.... You can have a one-cavity tool, you can have a 16-cavity tool. It produces one part at a time, or 16 parts at a time." Today's tools can contain up to 256 cavities and produce hundreds of thousands of parts per day. As for Helix's systems, Vassallo remarks, "Our cold-runner cavities range from 1 cavity to 16 cavities. The throughput becomes relative, since we produce less engineered waste--scrap from runners--and we make parts that have flash tolerances within exacting medical device specifications."
Waste Not, Want Not
Click to enlarge |
Standardized cold decks from D-M-E Co. are used for elastomer processing. |
Injection molding equipment supplier D-M-E Co. (Madison Heights, MI; www.dme.net) knows all about reducing waste. Runner systems waste liquid silicone material because they begin to cure it before it reaches the molds, explains Michael Kreitner, the company's business manager for quick-change mold systems and emergent technologies. To prevent this undesirable effect, "The material must get to the cavities and cores of the mold before any of the curing starts to take place." To address that challenge, the company is marketing a new cold-deck cold-runner-type system for molding materials such as LSR and other elastomers.
While hot-runner technology delivers hot plastic to the cavities and cores of molding machines, cold-deck technology is based on the same method, only in reverse: "We need to keep the liquid silicone cool or at room temperature, then have it injected into heated cavities and cores where it is cured to make the silicone part itself."
Kreitner notes that while excess thermoplastic material can often be reground or reused after it is molded, "liquid silicone, once it is cured, cannot be reused for anything. It is 100% waste." Silicone molding operations that do not use cold-runner systems can generate waste in the form of runners or sprue residue. "That, of course, is the waste portion we're looking to eliminate," notes Kreitner. "You're striving to get a finished part out of your mold without any secondary trimming or steps like that--especially when it comes to medical, because the more you touch it, the more you have to handle it, the more sterilization steps may need to happen down the road."
Besides achieving an obvious cost benefit by lowering silicone consumption, manufacturers that use cold-deck technology can also contribute to environmental sustainability, according to Kreitner. "It's not like you can ship [silicone waste] off like a used milk bottle and have it recycled into a park bench or some other reprocessed product. It basically has to go to landfill, and that's what we want to avoid at all costs."
For more articles and information on molding for medical applications, visit www.devicelink.com/mpmn/molding
Copyright ©2009 Medical Product Manufacturing News
You May Also Like