Sign up for the QMED & MD+DI Daily newsletter.
Getting the Details Right
High-resolution rapid prototyping systems are accelerating medical device development.
David Maltz
March 31, 2010
12 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Getting the Details Right")
The capability of state-of-the-art prototyping systems to rapidly produce high-resolution parts with fine detail has evolved significantly in the last few years. Some of these systems can now produce parts with medical-grade plastics, including Class VI materials suitable for implantable use. As part of a recent purchase decision, a team of medical device engineers evaluated several of these systems and found all of them to be highly capable, each with its own unique strengths. Specific project requirements drove the decision in one particular direction, but different groups with different needs may find another one of these systems more appropriate. This article provides a high-level review of the systems considered and describes the framework used to make the purchasing decision.
|
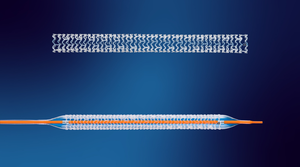
This image shows challenge parts. Top row (left to right): Perfactory MML, Fortus 200mc, and Dimension Elite. Middle row (left to right): ProJec HD3000, Alaris 30, and Eden260 V. The molded part is in the bottom row. |
The Evaluation
The evaluation effort was undertaken at a large pharmaceutical company by a device development team specializing in the development of dry powder inhalers (DPIs). DPIs have a unique set of needs, requiring both a high degree of dimensional and surface property accuracy to ensure that dry powder medications are aerosolized repeatably and reliably, and a robustness to use and abuse as internal mechanisms become coated with powder in a wide variety of environments. In past development projects, a few select service bureaus had been used to provide stereolithographic (SLA) parts built on 3D Systems’s Viper HD machine. These parts provided a reasonable look forward to how final molded parts would perform, but with a 0.002-in., maximum step height, were not able to faithfully reproduce some of the more delicate features or surfaces that these devices require.
When the team was asked to begin development of a new device on an aggressive timeline, it was clear that a new approach to rapid prototyping was needed. The parts in question were small and intricate. In addition, the team did not anticipate needing a large number of them until fairly late in development, and resources couldn’t be dedicated to running a machine. Instead of the two- to three-day lead time experienced in the past (including creating purchase orders, getting into the queue, and waiting for delivery), parts were needed overnight or, in some cases, within hours to cycle through the iterations required to achieve device performance and robustness goals.
Reviewing Systems
The team evaluated six rapid prototyping systems to make its decision, each of which is described in more detail below. Information was sourced from company brochures and direct discussions with company representatives.
3D Systems ProJet HD3000.
EnvisionTEC Perfactory Mini Multi Lens.
Objet Alaris30.
Objet Eden260V.
Stratasys Dimension Elite.
Stratasys Fortus 200mc.
|
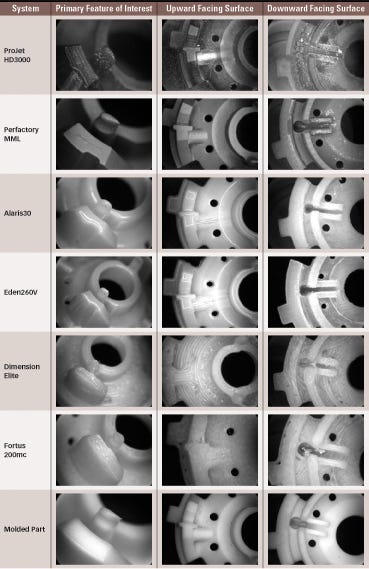
Table I. Micrographs of the challenge parts. |
ProJet HD3000. Manufactured by 3D Systems, the ProJet HD3000 uses a multijet modeling (MJM) technology (similar to an inkjet print head) to lay down and cure resin, filling in gaps with a wax support structure that is melted away by postprocessing with heat. It can be further purged with ultrasonic cleaning in corn oil. At press time, none of the VisiJet materials available for the HD3000 were available in medical grade. Due to the dissimilar material used for support structure, the resulting surfaces do not need sanding, unlike SLA, in which the supports are constructed from the same resin as the parts, and need to be manually removed. This results in very good downward facing surfaces, as no stubs of supports remain, and there is no chance of oversanding.
At 38 × 38 × 32 µm, the accuracy and resolution of the HD3000 is excellent, but the team had concerns about the ability of the postprocessing step to fully remove the waxy surface coating, and the potential surface energy impact on the deposition of the company’s powders in the device. These concerns may not be relevant in many applications. The micrographs of the key features on the challenge part (see row 1 of Table I) indicated good replication geometry and detail, but some very fine definition is lost. Metrology indicated that the parts were reproduced with extreme accuracy when compared with the Pro/Engineer CAD component files.
Perfactory Mini Multi Lens (MML). This system by Envision TEC works similar to stereolithography, building the part out of liquid resin by hardening with a light controlled by a Texas Instruments DLP chip. The Perfactory MML builds parts upside down, relative to SLA, which means that the resin does not need to be a bath like SLA, but is put down in a thin layer. The result is that the Perfactory MML can produce parts with truly impressive resolution (16-µm voxels), but with the trade-off of a very small build envelope and the requirement to remove supports in postprocessing. EnvisionTEC has several materials available with a variety of different mechanical properties, including some that are CE certified and classified as Class-IIa biocompatible according to ISO 10993.
Of all of the systems reviewed, the Perfactory has the most complicated postprocessing requirements, with several steps involving cleaning and curing, as well as support removal. Another limitation is that at the finest resolution, the build envelope is 44 × 33 × 230 mm. For the application considered, this was deemed acceptable, because most of the parts required were quite small. However, for other uses, the size may be a disqualifier. On the upside, the nonsupport surface quality is excellent, and there is a wide range of materials available, including medical-grade and ceramic-filled resins.
Alaris30 and Eden260V. Objet uses PolyJet photopolymer jetting technology (another print head–type process) with a dissimilar support material and multiple heads in parallel to speed build time. In this case, the support structure is removed with high-pressure water. This technology is appealing because it is easy to use from a postprocessing standpoint, and the Alaris machine is a fairly compact tabletop unit. Objet also has a number of additional materials for its larger Eden machine, some of which meet Class VI requirements for extended-exposure medical devices and others that have elastomeric properties.
The specifications on both machines looked promising as did the simple postprocessing. However, the crispness feature definition ultimately did notdow meet the team’s specific needs (see Table I, rows three and four). As part of discussions with Objet, the team was shown parts produced by their high-end Connex machines, which can produce parts with multiple materials in a single build, including elastomers. The machines can also blend between materials, enabling prototyping of double-shot parts and dialing in durometers. The Connex technology is very interesting but was out of the scope (and budget) for the intended application.
Dimension Elite and Fortus 200mc. Stratasys makes machines based on fused deposition modeling (FDM) technology. In FDM, thin plastic wires are extruded and the part geometry is traced to create the final part. FDM is unique among the systems reviewed, because it allows the use of real materials such as ABS and polycarbonate, along with a variety of colors. The Fortus can process a broader range of materials, including a polycarbonate that meets Class VI requirements. The parts can be generated quickly, but the accuracy is limited by the size of the wires currently available. Air-tightness, a requirement for the team’s application, is inherently difficult to achieve.
The team initially looked at the Dimension Elite, the high end of Stratasys’s Dimension line. As it became clear that the technology was optimized for much larger products, the team looked at the smallest machine in the higher-end Fortus line, which had better accuracy and throughput. The micrograph (see Table I, row five) shows that the thickness of the extruded plastic is actually larger than the team’s intended features. Given the low cost of some of the Dimension options, this system seemed very suitable for rapid fabrication of large parts with less-critical fine detail features that can be sanded for final finish, such as mechanism parts or case plastics.
Challenge Parts
|
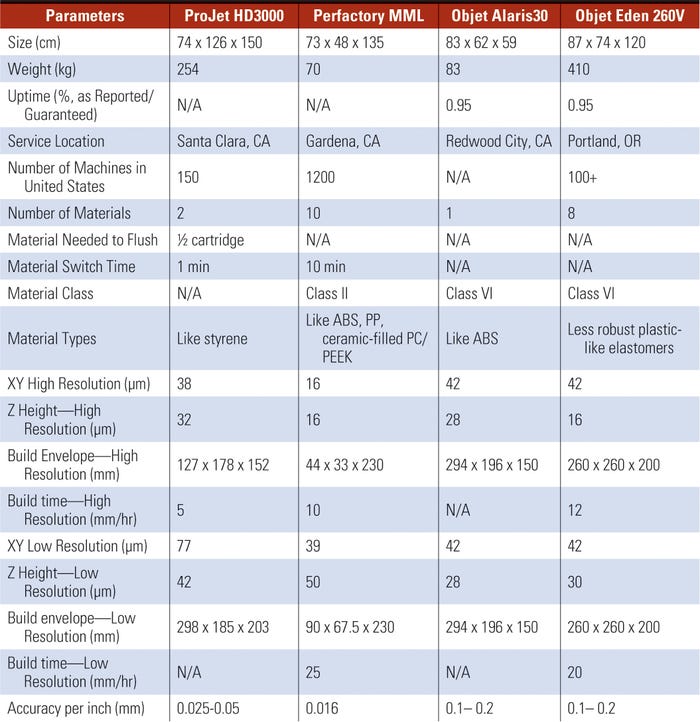
Table II. A comparison of system features. Click table for larger view. |
An important part of the evaluation was the comparison of challenge parts. Each vendor was asked to produce the same part, based on the same STL (stereolithography format) file exported from Pro/Engineer with the shortest chord height possible. The team chose a component from a recent device that had particularly challenging features, requiring fine detail to produce a sharp tooth feature as well as 1-mm-diameter holes, and provided a good means of discriminating the relative accuracy of each process. This part was already in production, which allowed the team to compare the challenge part with what it was getting from injection molding. Each part was photographed at approximately 50×, focusing on the same three critical feature areas to provide a common point of comparison (see Table I).
It was requested that each part be delivered finished and with any support material still attached, so that the engineers could get a sense of what postprocessing would be required. Parts are typically ordered from service bureaus, and as such, the team has been somewhat shielded from the process of removing supports. With an in-house machine, this would become an internal activity.
Decision Process
The process of reviewing these systems in detail brought the team to a better understanding of the trade-offs that need to be considered in making a purchase decision. A decision matrix was created to facilitate ranking the systems in a structured manner. The starting point was the information provided directly by the manufacturers’ representatives, supported by conversations with references that they provided or were solicited independently. The challenge parts provided a real-life comparison on a part that captured the trade-offs that needed to be considered.
In Table II, the team used the data about system features to populate the left-hand side of the system selection matrix found in Table III using the key decision criteria. The relative weights were debated in a team meeting prior to discussing the data. Due to the accuracy limitation inherent to the technology, the team did not consider the Stratasys Dimension Elite or Fortus 200mc in the final evaluation. Using one of the principles of quality function deployment (QFD), weighting of the parameters was set so that the most important or critical ones were given a weight of nine, those that were important but not critical were given a weight of three, and the other contributing factors were assigned a weight of one. Once the weights were agreed upon, the systems were ranked against the key criteria. The final score was hidden until the rating process was complete. Blank templates for these tables are available for download here.
|
Table III. System selection matrix. |
For this application, the engineering team ultimately focused on the ability to quickly generate parts that could be used for evaluation of fine features and surface finishes, and was willing to put up with a more laborious postprocessing step. This pushed accuracy and resolution to the top of the list and ultimately led to the selection of the Perfactory MML, largely due to the demonstrated fine feature control that was seen in the challenge parts.
Conclusion
The team’s experience with getting the Perfactory MML up and running was a bit of a bumpy road, but the process has been running fairly smoothly. After two days of training, they had detailed notes and felt they had a good handle on how to operate the machine. However, they didn’t have enough background on what factors were important in setting up the machine and why. Because the team members were trained on one material that wasn’t well suited to their application, when they took delivery of a new material, they had a difficult time identifying the parameters that needed to be varied to adjust for the new conditions. After several fits and starts, the team now has the machine building the desired parts. However, it took a few failed builds and several calls with EnvisionTEC technicians to extract the necessary information to set the machine up correctly; the documentation provided was lacking key details and troubleshooting advice.
The bottom line is that the team stands by the choice it made based on the ultimate quality of the parts for its application. Ease of use was a bit below expectations and may be better suited to organizations with the ability to dedicate a significant portion of a technician’s time to learning and running the system, rather than spreading the load across several busy engineers.
Several state-of-the-art technologies are currently available for rapid prototyping of fine-featured parts. The systems reviewed each have specific strengths and are suited for certain applications. The evaluation team found that the rigorous and structured process used to make the decision provided a solid understanding of the relative strengths of all of these systems. The process also helped to clarify the team’s thinking and justify the purchase. The process also assured that everyone involved understood the basis for the choice and the tradeoffs that needed to be considered. Because the relative ranking of parameters for any given application is highly dependent on the team and the products being produced, other teams will most likely come to a different purchase decision using a similar process.
David Maltz is director, device technology at Novartis Pharma (San Carlos, CA).
About the Author(s)
You May Also Like