Automation
Samsung advanced materials lab
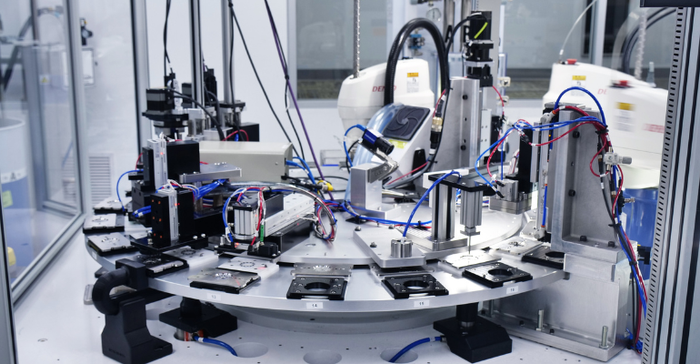
ComponentsNew Approach, Automated Lab Streamlines Battery Chemistry TestingNew Approach, Automated Lab Streamlines Battery Chemistry Testing
University of Michigan research showcases how automated laboratories expedite chemical testing, enabling transformative battery advancements.
.svg?width=700&auto=webp&quality=80&disable=upscale)
.png?width=700&auto=webp&quality=80&disable=upscale)















.svg?width=300&auto=webp&quality=80&disable=upscale)






















web.jpg")
Editors' Choice



Sign up for the QMED & MD+DI Daily newsletter.