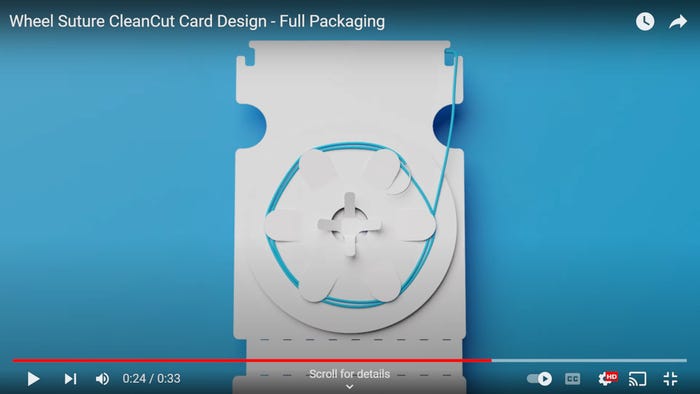
Packaging
Sanguina AnemoCheck Home at-home anemia test
PackagingMedical Test Kits Find a New HomeMedical Test Kits Find a New Home
Patients appreciate the comfort, convenience, and confidentiality of testing and treating themselves where they live.


.svg?width=700&auto=webp&quality=80&disable=upscale)






.svg?width=300&auto=webp&quality=80&disable=upscale)
































Editors' Choice

.png?width=300&auto=webp&quality=80&disable=upscale)
Sponsored Content
May 23, 2024
Sign up for the QMED & MD+DI Daily newsletter.