Sign up for the QMED & MD+DI Daily newsletter.
Bob Michaels
June 20, 2012
3 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Extrusion Technology Keeps Tubing Under Control")
|
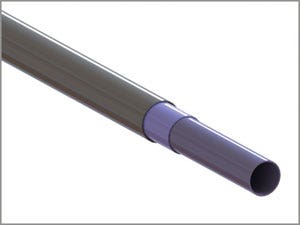
Ansamed's closed-loop extrusion technology uses statistical process control to produce multilayer tubing. |
The trend toward minimally invasive surgery is driving the need for small, tight-tolerance tubing that can navigate into the tiny interstices deep within the body. At the same time, medical tubing is being called upon to incorporate a multiplicity of layers for achieving such properties as hydrophilicity, bioresorbability, lubricity, and drug-elution capability. Rising to the challenge of extruding multilayered tubing with a range of functions, Ansamed/Vention Medical (Marlborough, MA) utilizes fully integrated, closed-loop extrusion technology that relies on statistical process control (SPC) to achieve accurate, repeatable dimensional control throughout the extrusion run.
"Working with Six Sigma Black Belt practitioners, Ansamed process engineers have optimized our multilayer extrusion equipment to advance the manufacture of multilayer extruded tubing," remarks Dominic Feeley, the company's technical account manager. "One of the optimization activities involved the use of multiple closed-loop systems working together to minimize process variation while optimizing precision." As a result of the company's efforts, the extrusion line can produce thin-walled, large-bore tubing and trilayer microbore tubing with outer diameter tolerances of ±0.0003 in. and wall thicknesses of less than 0.0016 in. for specific tubing sizes. "To the best of our knowledge," Feeley adds, "these dimensions are unique in the market."
The key to these manufacturing breakthroughs is the incorporation of closed-loop statistical process control, according to Feeley. "Closed loop control basically involves the use of an in-line measurement system to control the process," he says. "It enables us to set upper and lower process control limits. If a dimension of a tube, such as the outer diameter, is recorded as approaching the control limit, the process adjusts without the need for the operator to intervene."
In addition to manufacturing tubing for percutaneous transluminal angioplasty and drug-delivery infusion applications, the SPC-based technology extrudes tubes employed in percutaneous transcatheter valve-replacement procedures. However, the production of valve-replacement tubes typically involves a number of challenges, Feeley notes. "While PTFE lubricious liners are often the industry standard for delivery systems, they could not be used in this application because of the effects of gamma radiation during sterilization, the obstacles to attaining PTFE liners with ultrathin walls, and the difficulty in achieving a good bond with the other materials in the component."
Ansamed overcame these challenges, however, by producing a five-layer component consisting of an ultra-thin-walled multilayer tube, a layer of stainless-steel braid to provide structural rigidity and kink resistance, and polyether block amide sheaths of different durometers on the outer layer of the component to increase the tubing's overall flexibility from the proximal to distal end. "By creating a multilayer tube instead of several single-layer tubes, the wall thickness could be kept to a minimum, and the assembly time and costs were reduced," Feeley says.
The company's technology allows it to produce tubes with tight dimensions--whether they be very-thin-walled large-bore tubing or microbore tubing, Feeley comments. "And with our latest, most recently commissioned multilayer extrusion equipment, not only have we focused on delivering products with a high degree of precision, but we are also pushing the boundaries in terms of line speeds that were previously considered impossible for some materials."
About the Author(s)
You May Also Like