Sign up for the QMED & MD+DI Daily newsletter.
Medical Device & Diagnostic Industry MagazineMDDI Article IndexOriginally Published November 2000Combining conventional machining methods with innovative ideas brings new dimensions to medical device manufacturing.Gary Thomas and Harry E. Corl III
November 1, 2000
12 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "New Options for Micromachining Medical Devices")
Medical device manufacturing has experienced major advances in the area of microminiature production. Product manufacturers have developed new options for machining and finishing small, intricate parts and components. This not only represents a significant breakthrough, it also expands the possibilities and quality of current and future medical treatments and therapies. Examples of microminiature devices in use today include bone screws for facial reconstruction, circuitry in pacemakers that regulate the human heart, and stents that allow unimpeded blood flow through veins.
For manufacturers of small parts for biological applications, precision and performance are vital. Tolerance specifications are extremely demanding owing to the size of the products, and process stability and repeatability are essential. Conventional machines and metal-treating processes used throughout the industry are capable of achieving precision required in the manufacture of implanted, invasive, and diagnostic devices. However, it is the product manufacturer's innovations, sound engineering and metallurgy, and rigorous attention to detail that will improve production quality.
MACHINING OPTIONS
From 1-mm medical washers to cable sheaths, each product on the market today is defined by size, shape, and material specifications. Whether simple or complex, the product should be machined using methods that will produce the necessary specifications. Many products, such as nitinol surgical anchors, are made using multiple machining processes. In those cases, production is most efficient and cost-effective when a number of machining methods and equipment types are available in one location. Turnkey capabilities ensure greater control of quality and production management.
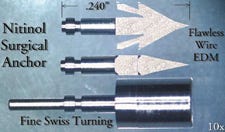 Devices such as nitinol surgical anchors are made using multiple machining processes.
Devices such as nitinol surgical anchors are made using multiple machining processes.
The following nonlaser technologies can be used to machine small, precision parts and components for the medical device industry.
Electrical-Discharge Machining (EDM). Using electrical or thermal energy, EDM offers extremely accurate machining of all types of metals while simultaneously providing high-pressure flushing of waste chips. There are several types of EDM processes, all of which are computer controlled to replicate part specifications, including complex geometries, with high repeatability and precision. EDM is used extensively to machine parts of all sizes, but very small pieces may benefit most from the precision and efficiency of this method. EDM allows virtually burr-free and stress-free cutting of metals.
 Wire EDM machines provide the most accurate type of machining capabilities.
Wire EDM machines provide the most accurate type of machining capabilities.
Plunge EDM. The first EDM method invented was "plunge," or "sink," EDM. Using a graphite or copper electrode, thermal energy melts the metal surface to produce burr-free contours, cuts, and holes. A dielectric flushing medium removes waste during the process. Plunge EDM creates temperatures of up to 2500°F, allowing stress-free cutting with smooth edges. This method can be used to machine finished products that cannot be produced by less-advanced machining methods. The accuracy with which the thermal energy is directed toward the base metal allows extremely precise machining to exact tolerances. Plunge EDM can create surface finishes with roughness average (Ra) values of 8 or better. Precision can be measured down to ±0.0002 in. Thermal adjustments can be made from 600° to 2500°F. The latest advancements in plunge EDM include CNC automation and precision process management logic as part of the advanced control system.
Wire EDM. The most accurate type of EDM now available is wire EDM. This process enables the machining of parts to the most exacting tolerances with superior repeatability. Wire EDM can produce intricate patterns with little or no dimensional variation. Acting like teeth on a bandsaw, electric sparks are sent along a wire to cut the metal. Process variables include wire size and tension, spark energy, spark cycles, feed rate, and flushing pressure. The wire EDM operator can regulate each of these variables to prescribe the quality of the cutting.
 Wire EDM is used to machine a titanium cable sheath with a wall thickness of 0.07 mm and a hole diameter of 0.25 mm.
Wire EDM is used to machine a titanium cable sheath with a wall thickness of 0.07 mm and a hole diameter of 0.25 mm.
Initial machining with high spark-energy settings can provide rough cuts, removing materials as wide as the wire diameter plus the spark gap. At this point, flushing pressures must be high—up to 300 psi. Skim cuts will remove a smaller amount of material—typically from 0.0002 to 0.002 in.—and allow for lower flushing pressures. With a lower flushing pressure and a high wire tension, the wire is not deflected, resulting in greater cutting accuracy. Improved tolerance and optimal finishing are achieved by adjusting the spark energy downward to provide even slower cutting speeds, smaller waste chips, and a smoother surface finish.
Microhole EDM. Where conventional drilling is severely constricted, microhole EDM is capable of producing deep, small-diameter hole configurations in exotic alloys and other hard-to-machine metals, such as tungsten and hardened tool steels. Diameters between 0.005 and 0.125 in. are possible. Depth-to-diameter ratios of 50:1 are not uncommon. This process is used in products such as medical tubes, microminiature devices, and start-holes for other machining methods.
Swiss Automatics. Swiss automatics machining is now used extensively to machine medical devices, especially implantables. This process incorporates turning, milling, drilling, and tapping operations into one machine that is capable of measuring offset accuracy in incremental units of 0.00005 in., beyond the normal tolerance of 0.0001 in. for standard processes. Tools for each function are strategically located around the workpiece, and a spindle holds the blank to be machined. Functions can be carried out simultaneously, or sequentially after repositioning the blank.
 Swiss automatic machines are used extensively for medical device machining applications.
Swiss automatic machines are used extensively for medical device machining applications.
Cutters, drill bits, and tapping bits are composed of coated or uncoated carbide, which is capable of affecting metals such as titanium, stainless materials, and cobalt chromes. High spindle speeds of up to 12,000 rpm allow greater accuracy with extremely small components. The diversity of Swiss automatics functions gives manufacturers an almost unlimited capability for machining small precision parts. Its greatest potential lies with technicians who are able to visualize and determine efficient production process sequences. Swiss automatics processing is also distinguished by the accuracy, speed, and repeatability of its functions. While this process offers exceptional precision and diversity, it does not perfectly deburr—an essential element of machining medical devices.
INSPECTION
The inspection of ultraprecision devices is crucial in ensuring that products meet critical dimension and tolerance specifications. In fact, for some products such as stents, the inspection process can require more time than the fabrication of the part itself. Small, intricate medical devices cannot always be validated dimensionally by mechanical gauging techniques. Noncontact applications such as laser micrometers, laser interferometry, and optical line scanning are just a few of the latest advancements available to device manufacturers.
METAL FINISHING
Medical applications demand flawless products. Performance is the paramount concern of end-users, but aesthetics are an important consideration as well. A perfectly functional device may be discarded if it does not seem to be perfect. Therefore, it is incumbent on manufacturers to achieve impeccable quality in their products.
The machining of a part is only one step in producing a usable product. Even the most sophisticated machining methods can produce burrs. Biomedical applications demand that surfaces be refined to eliminate imperfections and improve appearance. Machining itself does not enhance base metal characteristics, but many finishing processes can help increase performance and service life. The following is a description of some of the processes currently used for finishing micromachined parts (also see Table I).
Low-Friction Chromium. Low-friction chromium plating is applied to ferrous and nonferrous materials to improve wear and abrasion resistance, reduce friction, prevent seizing and galling, and restore the dimensions of undersized parts. In medical device applications, low-friction chromium is used to plate carbon alloy steel, all types of stainless steel, and aluminum alloys.
 The threads of a finished bone screw show a smooth surface (left), compared with the threads of a bone screw that has not been finished (right).
The threads of a finished bone screw show a smooth surface (left), compared with the threads of a bone screw that has not been finished (right).
The corrosion resistance of low-friction chromium plating depends on factors such as the base metal, roughness height reading (RHR), surface porosity of the base metal, microinch finish, corrosive media, and thickness of the coating. Low-friction chromium offers good corrosion resistance. However, for parts that require greater corrosion resistance and hardness, various noncorrosive coatings may need to be applied prior to plating. Plate hardness for low-friction chromium is RC65–68.
The standard thickness for low-friction chromium plating in nonsalvage applications is 0.0002 to 0.0006 in. At 0.03937 in. or less, low-friction chromium can usually be plated to specified tolerances, depending upon the configuration of the part. Thicknesses over 1 mil generally require the plating to be applied thicker, then ground to size. Virtually any surface finish can be achieved with low-friction chromium, but for finishes finer than 6 rms, postplate lapping or polishing may be required.
Hard-Coat Anodizing. Superior wear and abrasion resistance can be produced through a hard-coat anodizing process. This is the safest nonburning process for hard coating aluminum. It is recommended for virtually all aluminum alloys. However, because each aluminum alloy has a different rate of penetration and buildup, the anodizer must know which alloys are being processed. Also, if different alloys are processed together, different thicknesses of oxide will be formed on each alloy.
Unlike plating, which is 100% buildup, hard-coat anodizing is 50% penetration and 50% buildup. Therefore, 0.002-in.-thick anodizing on a shaft will increase the diameter of the shaft by 0.002 in. A 0.002-in. plating will increase shaft diameter by 0.004 in. The depth of penetration and amount of buildup are approximately equal, but can vary according to the aluminum alloy. Thickness specifications for this process include both the amount of penetration and the amount of buildup. Machining tolerances should allow for 50% buildup using this process, as compared with 100% plating buildup.
Hard-coat anodizing has excellent dielectric properties. Breakdown voltages are as high as 1500 V at a 0.002-in. thickness. Hard-coat anodizing can produce a sapphire hardness to RC70, with superior abrasion resistance. The standard commercial thickness tolerance for this process is ±0.0002 in. on a coating thickness of 0.002 in. Thickness ranges from 0.0001 to 0.003 in. on many alloys, which meets abrasion resistance requirements of MIL-A-8625E AM1 Type II and III.
Hard-coat anodizing can also impart color onto the base metal surface. This can be helpful in simplifying assembly procedures, reducing assembly and installation, or enhancing the appearance of parts.
Finishing Process | Meets or Exceeds Requirements of: |
Low-friction chromium | QQ-C-320 |
| MIL-C-23422 |
| AMS 2406 |
| AMS 2438 |
| ASTM B177 |
Hard-coat anodizing | MIL-A-8625 |
| AMS 2468 |
| AMS 2469 |
Electropolishing | ASTM A967 |
| Internal company specs |
Passivation | QQ-P-35 |
| ASTM A380 |
| MIL-STD-753 |
| ASTM A967 |
Electropolishing. The primary function of electropolishing is to improve parts cosmetically by leaving a smooth surface. It is essential in the finishing of implants and is the best way to remove inclusions—residue or metal clippings left behind from the manufacturing process. As a mass finishing process, electropolishing leaves behind an ultrapure, uniform, passive surface. It is the best surface process treatment for small medical devices such as bone screws.
Electropolishing cleans and polishes metal by passing an electrical current through an electrochemical solution. A small amount of smear metal is dissolved from the part surface, leaving a smooth, shiny finish. The current is greatest on the outside edges and corners of parts, which are left particularly smooth. The longer the process is applied, the more metal is removed. This is an effective method for enlarging holes, rounding threads, and smoothing sharp edges.
Electropolishing can be used to polish medical devices made of stainless and other high-grade steels. It is an excellent finishing process for fine parts because no vibration or tumbling is involved. Because the part is bathed in oxygen, hydrogen is removed from the surface, thereby acting as a stress-relieving anneal. In addition, the electropolished surface, being free of hydrogen, makes bacterial growth impossible.
Stainless steel, known for its excellent corrosion resistance, will corrode when impurities are left on the surface of the metal. Electropolishing dissolves a minute layer of the part's surface metal, removing the impurities and leaving the surface brighter, passivated, and protected from rust. Removing surface defects prolongs the service life of parts. Friction, leakage, and wear problems can be eliminated. Precise, microfine finishes achieved with electropolishing make extra finishing operations unnecessary. This process has excellent repeatability.
Passivation. In the passivation process, stainless-steel components are immersed in a solution of nitric acid without oxidizing salts. This dissolves embedded iron and restores the original corrosion-resistant surface by forming a thin, transparent, and biocompatible oxide film. Passivation improves the surface condition and corrosion resistance of stainless steel. It is not recommended for stainless steel that has a carbonized or nitrided surface, because the nitric acid will dissolve the surface and reduce the size of the component. Passivation is a relatively inexpensive metal-treating process that is used extensively throughout industry in a variety of applications. It is not as aggressive a process as electropolishing, but is adequate as a method of making metals biocompatible.
CONCLUSION
Determination of the appropriate machining and finishing methods for extremely small medical devices depends on the product's material, size, precision requirements, biocompatibility, and end-use factors. In all cases, products must meet strictly regulated standards of quality, cleanliness, and precision. These requirements, along with advances in technology and intense market competition, have directly impacted the scope of manufacturing and the applications for conventional machining methods. Because of the industry's essential need for product integrity—even down to subminiature precision—medical device manufacturing requires a comprehensive knowledge of available and emerging production and finishing capabilities.
Micromachining for the device industry is not confined to companies with unlimited capital for the newest high-tech equipment. It is within the reach of firms with conventional machines and methods like those described here. The more important consideration is the intellectual resources of a manufacturer that enable it to create solutions not bound by traditional thinking or techniques. These are the manufacturers who develop ways to produce small devices of outstanding quality.
No matter how advanced production processes are or will become, the most indispensable qualifications for medical device manufacturers will always be attention to detail and rigorous commitment to quality. Technology alone cannot impart these essential elements to the manufacturing process. The people who contribute their knowledge, experience, and innovative problem-solving abilities constitute the real dynamism of the device industry.
ACKNOWLEDGMENTS
Bryan Payne, quality assurance manager at Norman Noble Inc., and David McKay, process engineering manager at The Electrolizing Corp. of Ohio, contributed to this article. Gary Thomas is plant manager and executive director of operations at the Micromachining Division of Norman Noble Inc. (Cleveland), and Harry E. Corl III is general manager at The Electrolizing Corp. of Ohio (Cleveland), which is affiliated with Norman Noble Inc.
Back to the MDDI November table of contents | Back to the MDDI home page
Copyright ©2000 Medical Device & Diagnostic Industry
You May Also Like


