
Sign up for the QMED & MD+DI Daily newsletter.
The mechanism of deep ultraviolet (DUV) laser ablation of polymers is a photochemical process in which the chemical bonds in the material are broken and fragments thus formed are ejected in plasma plume. Unlike the material interaction involving infrared or visible lasers (0.5–10 um), such as CO2, Nd:YAG, or fiber lasers, where the laser produces fast-heating and melting of the material, the photochemical ablation process sublimates polymers, converting them from a solid directly to gaseous state in the form of gas/plasma plume.
Glenn Ogura
March 14, 2012
6 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Fundamental Principles of Laser Micromachining Polymers")
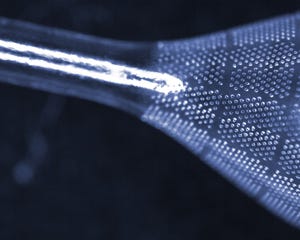
The mechanism of deep ultraviolet (DUV) laser ablation of polymers is a photochemical process in which the chemical bonds in the material are broken and fragments thus formed are ejected in plasma plume. Unlike the material interaction involving infrared or visible lasers (0.5–10 um), such as CO2, Nd:YAG, or fiber lasers, where the laser produces fast-heating and melting of the material, the photochemical ablation process sublimates polymers, converting them from a solid directly to gaseous state in the form of gas/plasma plume. DUV laser machining of polymers is a single-step machining process that produces minimal solid debris and heat-affected zones (HAZ). For medical devices, such characteristics are critical, because debris artifacts can break off and create a potential embolic event, while modified polymer within a HAZ may be different from the original material with respect to its mechanical, optical, or bioabsorption behavior. UV laser machining eliminates these possibilities, which is why it is used to fabricate implantable devices such as diabetes sensors or bioabsorbable stents.
Excimer lasers operating at 193 nm and 248 nm or high harmonics of diode-pumped solid-state lasers at 266 nm and 355 nm are the main UV laser sources with pulses lasting 5 to 40 ns (operation in the nanosecond regime). Excimer lasers are gas lasers pumped by electrical discharge to produce large average power (5 W to 200 W) and large beam sizes (25 x 10mm) at relatively low repetition rate (<1000Hz). For best machining quality of medical devices, excimer lasers at 193 nm are chosen, because some polymers, such as nylon, Pebax, silicone, and bioabsorbable materials (poly-l-lactic acid, polylactic coglycolic acid, etc.), only absorb light well at this short wavelength and their relatively high average power (30 W) translates into fast processes and low device costs. Excimer lasers at 193 nm are also useful for machining glass and silica, which are prone to fracture in other methods, making them ideal for fabricating devices for medical diagnostic applications such as microfluidics.
For other polymers such as polyurethane, polyimide and polyethylene terephthalate, excimer lasers at 248 nm are used. They offer high average power, which often translates into higher throughput and lower cost. A quadrupled-frequency diode-pumped solid-state laser (DPSS) operating at 266 nm is close to the excimer wavelength and offer advantages of low-cost operation, easy maintenance, and high repetition rate. Unlike excimer lasers, DPSS lasers can operate up to hundreds of kHz but at low average power (< 5 W at 266 nm); hence they are better for singulation applications (i.e. cutting out of devices) or random, low-density features where the laser can direct-write a specific hole or pattern.
| Find out how you can save $$$$ using laser micromachining for polymer-based medical devices. |
In some applications, TEA-CO2 and RF-excited CO2 lasers are used for machining polymers. Unlike UV lasers, these lasers operate in the infrared (IR) at 9.3 µm or 10.6 µm. At these longer wavelengths, they cannot be used for machining features below 75 µm. However, for coarser applications, they are very cost effective. RF-excited CO2 lasers operate at high repetition rates with a spot size of 75 to 100 µm in diameter. For drilling large holes or slots (millimeters in length) in polymer sheets up to 1.5 mm thick when some thermal effects can be tolerated, RF-excited CO2 lasers are effective tools, especially for Teflon, hard-to-machine fluropolymers or quartz.
Transversely-excited atmospheric-pressure CO2 (TEA-CO2) lasers are gas lasers with electrical discharge pumping similar to the discharge in excimer lasers. They use a mixture of CO2 with other gases and generate a large beam of approximately 25 x 25 mm. At the 9.3-µm wavelength, there is a peak absorption for several polymers so that the machining quality is more akin to UV lasers than standard infrared lasers. Medical applications for this type of laser include laser stripping of polymer coatings from electrical contact pads or wire for electrophysiology, cardiac rhythm management devices (i.e. pacemakers, ICD leads), or flexible circuits. The TEA-CO2 laser is an order of magnitude faster than UV lasers for this application, but a very thin film of polymer often remains on the underlying surface. For applications involving welding or crimping, these artifacts are usually acceptable. When requirements are tighter, excimer lasers are the better choice.
Picosecond lasers produce pulses in (1-20) × 10-12 sec range and femtosecond lasers, in the (1-800) × 10-15 sec range. The mechanism of femtosecond laser ablation of polymers is often described as a multiphoton absorption process and behaves much differently from the linear absorption process of nanosecond-pulsed lasers such as excimer or DPSS. Femtosecond and picosecond laser pulses are so short that during each pulse of laser interaction with the material, the energy deposited doesn’t have time to diffusively spread from the exposed region into surrounding material, thus eliminating or minimizing collateral heat effects (i.e., HAZ).
|
Figure 1. Mask projection and direct write are the main methods for delivering the laser beam to the target. |
The two principal methods for delivering the laser beam to the target are mask projection and direct write (see Figure 1).
Mask projection is akin to photolithography, the process used to fabricate microcomputer chips. Unlike lithography, however, the laser removes material rather than just modifying its chemical characteristics. This process is a single-step method as opposed to a multistep semiconductor process (coating with resist, exposure, etching, etc). Large-beam multimode lasers such as excimer or TEA-CO2 illuminate a noncontact mask that contains a pattern. This mask pattern is imaged and reduced in size by a lens, resulting in etching the required pattern onto the workpiece. It is a parallel process, because the mask projection technique permits an area (not just a single spot) to be exposed and machined at the same time. This area may contain features such as an array of holes or a complex pattern. By using beam-intensity homogenization techniques, large areas (typically 3 to 15 mm2) can be exposed on the device, which makes it an idea process for embolic filters (high density of holes) or drug-delivery nozzles. For complex patterns on microfluidic chips where there are connections between channels, the entire feature is printed to avoid stitching errors or etching too deep at the intersection.
Direct write is a serial process when a laser beam from a DPSS, fiber, RF-excited CO2, femtosecond, or picosecond laser (typically 1–5 mm in diameter) is focused to a small round spot (5–75 µm in diameter) on the workpiece. These beams have Gaussian intensity profiles and thus focus into tight Gaussian spots. This small spot traces the desired pattern directly on the workpiece (no mask involved). The relative motion of the spot can be affected by high-speed scanners (e.g. mirror galvanometers) to rapidly follow the perimeter of a pattern to be cut out, or the beam can be rastered within the feature to ablate an area larger than the spot size. For example, drilling a large hole involves tracing the beam in a spiral pattern (trepanning) while drilling smaller holes, and the stationary beam pierces the material (percussion drilling). Direct-write methods benefit from the lasers that operate at high-repetition rates (100s of kHz), which make this approach ideal for drilling relatively sparse arrays of features, large contiguous contours, or for singulation of parts. Motorized stages perform slower cuts and workpiece translation so that different regions of it are presented to the scanning laser.
Glenn Ogura is executive vice president of business development at Resonetics LLC (Nashua, NH).
About the Author(s)
You May Also Like


