3D-printed PEEK cranial implant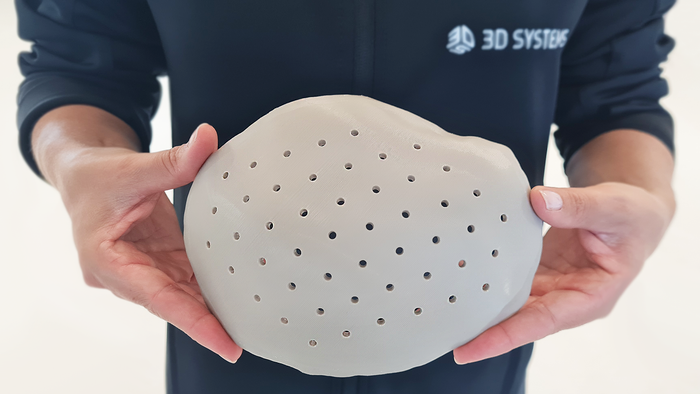
Implants3D-printed PEEK-based Cranial Implants Cleared by FDA3D-printed PEEK-based Cranial Implants Cleared by FDA
The VSP PEEK Cranial Implant system includes a complete FDA-cleared workflow comprising segmentation and 3D-modeling software, a printer developed by 3D Systems, and PEEK resin from Evonik.








 Closure device.")









 from Linear Health Sciences, designed in partnership with Gilero, for medical tubing applications.")

.png?width=300&auto=webp&quality=80&disable=upscale "CAD printouts in 2D; product design using 2D printer; paper engineering drawings of industrial parts and mechanisms")


.png?width=300&auto=webp&quality=80&disable=upscale "Global supply chain")



.png?width=300&auto=webp&quality=80&disable=upscale "Intricon")
.svg?width=300&auto=webp&quality=80&disable=upscale "IV set")

.png?width=300&auto=webp&quality=80&disable=upscale "Medical Molding Outsourcing")



.png?width=300&auto=webp&quality=80&disable=upscale "Medical technology")

.png?width=300&auto=webp&quality=80&disable=upscale "Senator Ron Wyden")


.jpg_(1).png?width=300&auto=webp&quality=80&disable=upscale "MEMS (microelectromechanical systems) pressure sensors in catheter")


Editors' Choice



Sign up for the QMED & MD+DI Daily newsletter.